- Металлообрабатывающее оборудование
- Автомат для изготовления гвоздей
- Вальцы
- Гильотины
- Заточные станки
- Зиговочные станки
- Кузнечно-прессовое оборудование
- Ленточнопильные станки
- Листогибы
- Профилегибочные станки
- Резьбонарезные станки
- Сверлильные станки
- Станки для изготовления плетеной сетки Рабица
- Станки для резки, гибки и правки арматуры
- Станки отрезные маятниковые
- Станки трубогибочные
- Фальцеосадочные станки
- Фальцепрокатные станки
- Электропечи для термообработки металлов
- Станки для производства водосточных систем,вентиляции
- Деревообрабатывающее оборудование
- Дробильное оборудование
- Заточные станки
- Комбинированные станки
- Кромкообрезные станки
- Круглопильные станки
- Многопильные станки
- Оцилиндровочные станки
- Пилорама ленточная
- Пилорамы дисковые горизонтальные
- Пилорамы брусовальные
- Пилорамы рамные
- Рейсмусовые станки
- Торцовочные станки
- Универсальные станки
- Фрезерные станки
- Фуговальные станки
- Строгальные четырехсторонние станки
- Чашкорезные станки
- Комплектные деревообрабатывающие линии
- Сушильные камеры
- Околостаночное оборудование
- Аспирационные установки
- Гаражное оборудование
- Строительное оборудование
- Электростанции
- Компрессорное оборудование
Акции:
Дисковые пилы с твердосплавными напайками

Вальцы трёхвалковые электромеханические МГ
- Главная
- /
- Каталог
- /
- Деревообрабатывающее оборудование
- /
- Оцилиндровочные станки
- /
- Оцилиндровочный станок "Практик 2"
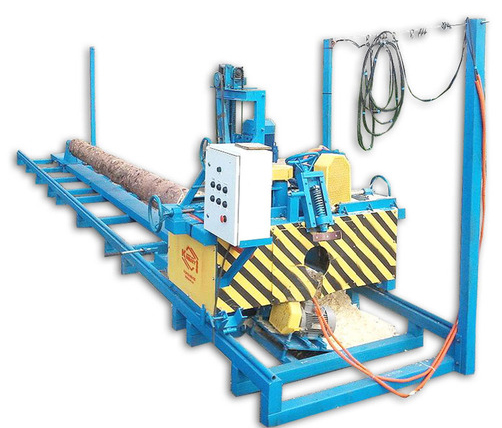
Оцилиндровочный станок "Практик 2"
Современная модель универсального оцилиндровочного станка бюджетного класса.
Назначение оцилиндровочного станка "Практик 2"
Многофункциональный оцилиндровочный станок "Практик 2" предназначен для обработки бревен, применяемых при изготовлении срубов. Станок позволяет оцилиндровать бревно, выбрать продольный (полукруглый) паз, выбрать монтажные чаши, прострогать плоскую поверхность. Все эти операции производятся последовательно за одну установку бревна, одним комплектом инструмента. Таким образом, в процессе обработки бревна от кругляка до готового изделия не возникает необходимость переустанавливать бревно или режущий инструмент (фрезы).
Принцип действия оцилиндровочного станка "Практик 2"
Цилидрование бревна производится строганием заготовки Универсальной (оцилиндровочной/чашкорезной) фрезой при движении обрабатывающего центра по направляющим вдоль обрабатываемой заготовки. При этом заготовка закрепленная «в центрах» вращается вокруг своей оси.
Выборка монтажного паза производится отдельной фрезой на независимом шпинделе. Ее конструкция позволяет начать выборку паза просто подведя фрезу в зону обработки и зафиксировав в специальных пазах. Выставить глубину паза нужно только один раз (в рамках номенклатуры одинакового размера), а затем лишь подводить и отводить шпиндель не обращая внимание на глубину паза, т. к. она всегда будет одинаковой. Нет необходимости двигать фрезу по линейкам ни в вертикальном ни в горизонтальном направлениях, как это приходится каждый раз делать на одношпиндельных станках типа "Медведь" и его аналогах, у которых фреза монтажного паза находится на том же шпинделе, что и оцилиндровочная фреза.
Выборка компенсационного пропила (если соответствующий узел установлен) осуществляется небольшой дисковой пилой с твердосплавными напайками одновременно с выборкой монтажного паза.
Выборка монтажных чаш осуществляется вертикальным движением Универсальной фрезы. Привод рабочего хода - электромеханический. Каретка позиционируется первый раз по меткам на бревне и лазерному указателю, при этом на станине станка устанавливаются специальные стопорные струбцины, которые позволяют последующие бревна с чашками в тех же местах уже не размечать, т. к. точные ориентиры для выборки чашек уже имеются непосредственно на станке.
Продольная подача тележки (при оцилиндровке и выборке продольного паза) - ручная или электромеханическая (опция), подача фрез поперек оси бревна (по горизонтали): ручная. Частота вращения бревна - регулируемая (3 скорости).
Схема процесса обработки








Преимущества и особенности оцилиндровочного станка "Практик 2"

Оцилиндровочный станок "Пракик-2" является новой моделью оцилиндровочного станка "бюджетного" класса, в которой собран весь опыт, накопленный нашим предприятием за многие годы работы.
Оцилиндровочный станок "Практик-2" приходит на смену самой старой модели оцилиндровочного станка "КБ 1/350 Медведь", который нашим предприятием снимается с производства.
Находясь в той же ценовой категории, станок "Практик-2" обладает следующими преимуществами перед моделью предыдущего поколения :
1. Наличие отдельного шпинделя монтажного паза существенно сокращает время обработки бревна, т. к. настройка инструмента на выборку паза происходит на порядок быстрее;
2. Стабильность глубины и ширины паза значительно выше благодаря конструкции шпинделя монтажного паза, которая позволяет выставить размер один раз, а затем просто отводить и подводить шпиндель на фиксированное расстояние одним движением, размер при этом не сбивается.
3. Более компактная, легкая и, в то же время, более жесткая каретка станка "Практик-2" более удобна в работе;
4. Рабочая зона станка "Практик-2" надежно защищена от вылета ножей, что в предыдущей модели было практически невозможно;
5. Стандартные короткие шпиндели станка "Практик-2" обладают намного большим ресурсом, чем удлиненный универсальный шпиндель станка "Медведь";
6. Более жесткая каретка и короткий шпиндель позволяют сильнее нагружать фрезу при оцилиндровке, таким образом (при наличии соответствующей мощности двигателя) достигается увеличение съема до 50% по сравнению с одношпиндельными станками конструкции типа "Медведь".
7. Отсутствие необходимости крепить Универсальную (оцилиндровочную/чашкорезную) фрезу к фрезе монтажного паза позволило избавиться от центральной гайки в чашкорезной фрезе, которая не давала возможность выбирать чашку за 1 проход. Универсальная фреза станка "Практик 2" выбирает чашку за 1 проход, что положительно сказывается на скорости обработки бревна и соответственно на общей производительности.
Конструктивные решения оцилиндровочного станка "Практик 2", обеспечивающие высокое качество, надежность, производительность и удобство в эксплуатации и обслуживании:

- Надежная, хорошо зарекомендовавшая себя во множестве изделий нашего предприятия конструкция рамы и направляющих оцилиндровочного станка. Отработанная технология позволяет добиться точности установки рамы в пределах 0.5 мм, что обеспечивает точность размеров оцилиндрованного бревна и идеальные условия для работы инструмента. Рама станка разборная, что упрощает транспортировку.
- Перемещение всех подвижных узлов в подвижной каретке оцилиндровочного станка осуществляется по текстолитовым вкладышам. При этом есть возможность точно регулировать усилие прижима. Такая конструкция обеспечивает высокую точность и жесткость всей системы одновременно обеспечивая многолетний ресурс работы станка.
- Во всех нагруженных узлах для перемещения элементов используются не капризные и ненадежные винты (как во многих распространенных оцилиндровочных станках), а усиленные цепи сельскохозяйственного назначения. Эти цепи рассчитаны на долговременную работу в очень жестких условиях, при большой нагрузке, что очень важно в условиях деревообрабатывающего производства.
- Электромеханический привод (опция) перемещения каретки станка по раме работает по принципу рейки, по которой катится шестерня. В качестве рейки используется жестко приваренная к раме станка цепь. Такая конструкция обеспечивает очень точную и плавную подачу каретки без каких-либо рывков. Усилие прижима шестеренки к рейке так же точно регулируется. При этом приводной механизм подпружинен в двух плоскостях, что оберегает его от перегрузок и поломок при возникновении нештатной ситуации (например, если каретка по недосмотру персонала во что-то уперлась, то приводная звездочка просто отыграет и ни редуктор, ни двигатель не пострадают.)
- В конструкции станков используются только качественные комплектующие: редуктора, подшипники, элементы электрических схем - отечественного производства, от проверенных поставщиков.
Точность и качество изделий

Точность обработки изделий на оцилиндровочном станке "Практик 2" позволяет собирать сруб как из деталей детского конструктора, без последующей подгонки деталей. После обработки на станке не возникает необходимость в шлифовке поверхности бревна или какой-либо другой последующей обработке.
Технические характеристики оцилиндровочного станка "Практик-2"
|
Параметр |
Значение |
||||
|
. |
в базе |
опционально |
|||
|
. |
Максимальный диаметр заготовки, мм. |
560 [1] |
|||
|
. |
Длина обрабатываемой заготовки, м. |
0,5 - 6,5 |
до 8,5 или 10,5 |
||
|
. |
Максимальная толщина срезаемого за один проход слоя (по радиусу бревна), мм |
25 |
30 |
||
|
. |
Диаметр оцилиндрованного бревна, мм |
200 - 500 [2] |
|||
|
. |
Макс. диаметр вырезаемой чашки (под прямым углом), мм |
320 [3] |
|||
|
. |
Стандартный набор диаметров чашек, мм |
180, 200, 220, 240 |
260, 280, 300, 320 |
||
|
. |
Суммарная установленная мощность, кВт |
15,75 |
до 25,7 |
||
|
. |
Максимальная потребляемая мощность, кВт |
9,7 |
до 15,95 |
||
|
. |
Скорость продольной подачи каретки, м/мин |
- (ручная) |
0 - 20 |
||
|
. |
Скорость вращения бревна, об/мин |
20, 40, 60 |
|||
|
. |
Номинальное напряжение, В |
380 |
|||
|
. |
Количество электродвигателей |
4 |
до 8 |
||
|
. |
Фрезерный узел Универсальный (оцилиндровочный/чашкорезный), мощность двигателя, кВт |
7,5 |
11 |
||
|
. |
Частота вращения фрезы, об/мин |
4000 |
|||
|
. |
Фрезерный узел Продольной (пазовой) обработки, мощность двигателя, кВт |
5,5 |
|||
|
. |
Частота вращения фрезы, об/мин |
4000 |
|||
|
. |
Узел компенсационного пропила, мощность двигателя, кВт |
- |
2,2 |
||
|
. |
Диаметр дисковой пилы, мм |
- |
315 |
||
|
. |
Частота вращения пилы, об/мин |
- |
3000 |
||
|
. |
Электродвигатель привода подачи каретки, мощность, кВт |
- |
0,55 |
||
|
. |
Электродвигатель вращения бревна, мощность, кВт |
2,2 |
|||
|
. |
Электродвигатель Электромеханического привода зажима бревна на задней бабке, мощность, кВт |
- |
1,5 |
||
|
. |
Электродвигатель Транспортера для удаления стружки из-под станка, мощность, кВт |
- |
2,2 |
||
|
. |
Электродвигатель вертикального перемещения Чистового/Чашкорезного узла, мощность двигателя |
0,55 |
|||
|
. |
Габариты (ДхШхВ), м |
12,66х1,89х1,8 |
до 14,2х1,89х2,2 |
||
|
. |
Масса, кг |
1300 |
до 2000 |
||
|
. |
Количество обслуживающих, чел |
2 |
|||
|
. |
|||||
|
. |
[1] - максимальный диаметр с учетом кривизны бревна (диаметр описываемый крайними точками бревна во время вращения). |
||||
|
. |
[2] - 200 мм - мин. диаметр при использовании стандартных зажимов бревна. В комплекте со станком идут дополнительные более тонкие и длинные «центра», позволяющие получать тонкомер диаметром от 80 мм без продольного паза, либо с пазом, но последующей торцовкой бревна, либо от 120 мм с пазом по всей длине. Рекомендуемый максимальный диаметр готового изделия для данного типа станков - 320 мм. |
||||
|
. |
[3] - необходимо доукомплектование соответствующим инструментом |
||||
Порядок работы на оцилиндровочном станке "Практик 2" (схематически):
- Заготовка помещается на рычажные подъемники, расположенные у передней и задней бабки станка. [1]
- Центры торцов бревна устанавливаются напротив передней и задней бабки.
- Винтом задней бабки осуществляется зажим бревна.
- Универсальная фреза настраивается на необходимый съем в черновом режиме.
- Запускается привод вращения заготовки.
- Запускается привод вращения Универсальной фрезы.
- Производится черновая оцилиндровка бревна (1 – 3 прохода Универсальной фрезы, с промежуточной регулировкой размера съема между проходами).
- Универсальная фреза перенастраивается на чистовой режим и небольшой съем.
- Производится чистовая оцилиндровка бревна (1 проход).
- Останавливается привод фрезы.
- Останавливается привод вращения бревна, бревно фиксируется делительной головкой на задней бабке.
- {Если необходимо, Универсальная фреза настраивается на обработку плоскости, производится обработка на плоскость}.
- Фреза продольной обработки (фреза монтажного паза или пазовая фреза) настраивается на необходимую глубину продольного (монтажного) паза (Пила компенсационного пропила устанавливается на необходимую глубину пропила, если соответствующий узел установлен). При последующей работе с бревнами такого же диаметра фрезу монтажного паза и пилу компенсационного пропила "в размер" больше устанавливать не потребуется, достаточно будет лишь подводить их с помощью простого механизма и фиксировать в пазах. Глубина паза и пропила будут неизменными.
- Запускаются приводы Пазовой фрезы и пилы компенсационного пропила.
- Производится выборка продольного паза (один проход Пазовой фрезы) и компенсационного пропила.
- Приводы фрезы и пилы останавливаются.
- Каретка передвигается и фиксируется в месте выборки чашки, Универсальная фреза настраивается на выборку чашки.
- Запускается привод Универсальной фрезы.
- Производится выборка «чашки» (1 проход).
- Останавливается привод Универсальной фрезы.
- Винт задней бабки ослабляется, готовое изделие складируется.
[1] - Если установлена опция "Разметочный стол с системой подачи", то бревно в станок закатывается на специальной тележке до упора и сразу зажимается в центрах.
рекомендации:
- Устанавливать бревно на станок (или разметочный стол) и снимать готовое изделие удобнее всего тельфером или кран-балкой.
- Для достижения наилучшей производительности следует предусмотреть в рабочей зоне станка три площадки: площадка для складирования бревен, подготовленных для обработки; площадка для складирования готовых изделий; площадка для организации удаления стружки.
- Процент выхода древесины по объему при оцилиндровке не зависит от конструкции станка и определяется качеством исходных заготовок (кривизна, комлистость) и соотношением диаметров исходного бревна и готового изделия. В среднем, диаметр заготовки в вершине выбирается на 20 мм больше чем диаметр готового изделия.
- Чем длиннее бревно, тем больше отходов. Например, обрабатывая бревно 8 метров, вы получите, примерно в два раза больше отходов, чем от обработки двух бревен
“Практик 2”. Базовая комплектация.
1. Станина разборная под бревно 6,5 м;
2. Передняя бабка с 3-х скоростным приводом вращения бревна и 8-и позиционным фиксатором;
3. Задняя бабка передвижная, зажимной винт с ручным приводом;
4. Встроенные механические подъемники для установки бревна "в центра";
5. Каретка оцилиндровочная со встроенным пультом управления:
a. Подача каретки: ручная;
b. Привод вертикального позиционирования Универсальной фрезы: электромеханический;
c. Привод горизонтального позиционирования фрез: ручной;
e. Шпиндель Универсальный (оцилиндровочный/чашкорезный) с приводом мощностью 7,5 кВт;
d. Шпиндель продольной обработки (монтажного паза) с приводом мощностью 5,5 кВт;
6. Выполняемые операции: Оцилиндровка, продольный паз, чашка, плоскость;
7. Стандартный набор диаметров выбираемых чашек: 180 - 240 мм;
8. Комплект инструмента:
a. Фреза Универсальная (оцилиндровочная/чашкорезная): 2 шт, собств. диаметр - 150 мм, 200 мм;
b. Фреза продольной обработки (монтажного паза): 1 шт;
c. Ножи для Универсальной фрезы: по 1 комплекту для диаметров чашек 180, 200, 220, 240 мм;
d. Ножи пазовые радиусные: 1 комплект (2 шт) (радиус от 70 до 160 мм на выбор);
9. Дополнительные “центра” для обработки тонкомера
Производительность
Производительность оцилиндровочного станка зависит от количества выполняемых операций, качества исходной заготовки и организации труда на участке.
Ниже приведены типичные параметры, взятые из реального производства.
Только оцилиндровка
- Оцилиндровка бревна длиной 6 м: 8-10 минут
- Установка/съем бревна: 4-5 минут
- Итого, на одно бревно: 12-15 минут
Производительность в п/м: 192-230 п/м
Производительность в куб/м, (диаметр 200 мм): 6 - 7,2 куб/м в смену
Производительность в куб/м, (диаметр 240 мм): 8,6 - 10,4 куб/м в смену
Оцилиндровка и продольный паз
- Оцилиндровка бревна длиной 6 м: 8-10 минут
- Выборка продольного паза: 4-5 минут
- Установка/съем бревна: 4-5 минут
- Итого, на одно бревно: 16-20 минут
Производительность в п/м: 144 - 180 п/м
Производительность в куб/м, (диаметр 200 мм): 4,5 - 5,6 куб/м в смену
Производительность в куб/м, (диаметр 240 мм): 6,5 - 8,1 куб/м в смену
Полная обработка
- Оцилиндровка бревна длиной 6 м: 8-10 минут
- Выборка продольного паза: 4-5 минут
- Выборка двух венцовых чаш: 8-10 минут
- Установка/съем бревна: 4-5 минут
- Итого, на одно бревно: 25-30 минут
Производительность в п/м: 96-115 п/м
Производительность в куб/м, (диаметр 200 мм): 3 - 3,6 куб/м в смену
Производительность в куб/м, (диаметр 240 мм): 4,3 - 5,2 куб/м в смену
Описание опций
Длина обрабатываемого бревна. При необходимости обрабатывать бревна длиной более 6,5 м, станина удлиняется под бревно 8,5 м, или 10,5м.

Параметры основного двигателя. Мощность основного двигателя в базовой комплектации является оптимальной исходя из таких параметров как производительность, энергопотребление, стоимость, нагрузка на инструмент. Однако, если вы хотите повысить потенциальную производительность станка, можно установить более мощный основной двигатель, который позволит увеличить съем материала при оцилиндровке.

Электромеханический реечный привод подачи каретки с плавно регулируемой скоростью и выносным пультом. Каретка снабжается электродвигателем, для автоматического движения по станине. Отпадает необходимость толкать при работе каретку вручную. Оператор с пульта может плавно регулировать скорость подачи в зависимости от условий работы и качества заготовки. Привод работает по принципу рейки, по которой катится шестерня. Конструкция обеспечивает очень точную и плавную подачу каретки без каких-либо рывков. Усилие прижима шестеренки к рейке регулируется. Узел подпружинен в двух плоскостях, что оберегает его от перегрузок и поломок.

Узел компенсационного пропила. Для выборки компенсационного пропила устанавливается соответствующий узел.

Электромеханический зажим бревна. Позволяет быстро и без физических усилий зафиксировать заготовку на станке.

Транспортер для удаления опилок из под станка. Позволяет нажатием одной кнопки вынести накопившиеся опилки из под станины станка в переднюю, или заднюю часть станины, туда, откуда ее удаление будет более удобным. Таким образом существенно экономиться время и повышается производительность.

Разметочный стол с системой подачи бревна. Данная опция позволяет кардинально повысить производительность станка. Пока идет оцилиндровка следующее бревно на разметочном столе по специальным лазерным меткам позиционируется нужным образом относительно "центров" станка. После того, как предыдущее уже обработанное бревно снимается, следующее остается только подать в станок и зажать в его "центрах". Это можно делать буквально с закрытыми глазами, никуда целиться, искать центры в торцах бревна, выравнивать его уже не нужно. Таким образом, одна из самых трудоемких операций - установка бревна занимает (вместо обычных 6-7 минут) не более 2 минут! Станок практический не простаивает. .Разметочный стол и система подачи могут быть дополнены системой съема бревна - дополнительной кареткой которая вывозит готовое оцилиндрованное бревно из станка. Это позволит еще в большей степени облегчить и ускорить процесс установки/съема бревен. .
Комплекты радиусных ножей в "базе". В базовую комплектацию входит комплект радиусных ножей "Базовый", он позволяет делать монтажный паз в бревнах диаметром от 180 до 240мм. (ножами R=80мм делается паз в бревнах диаметром 90 и (допускается) 100мм, ножами R=100мм делается паз в бревнах диаметром 220 и (допускается) 240мм и т. д.). Можно выбрать другой комплект:
"Расширенный" включает в себя по 1 комплекту ножей на КАЖДЫЙ диаметр бревен от 180 до 240мм. Ножи R80мм.,90мм.,100мм.,110мм.
"Оптимальным" комплектом можно делать монтажный паз в бревнах диаметром от 180 до 320мм, при этом он позволяет сэкономить т. к. включает в себя радиусы ножей через размер.
Ножи R80мм.,100мм.,120мм.,140мм .
"Полный" включает все возможные размеры ножей для паза в бревнах диаметром от 180 до 320мм.
Ножи R80мм.,90мм.,100мм.,110мм.120мм.,130мм., 140мм.,150мм.
Либо можно совсем отказаться от радиусных ножей, включенных в базовую комплектацию и по одному комплекту подобрать необходимый набор в подразделе "Дополнительный инструмент".
Дополнительный инструмент
Фреза Универсальная трехножевая (чистовая, чашкорезная)
 Фреза Универсальная трехножевая (чистовая, чашкорезная). Используется в станках "Практик 2" и "Профи". Чашка выбирается за один проход. Для каждого диаметра чашки необходимо использовать прямые ножи, длина которых равна радиусу чашки. Например, для чашки D=220 необходимо приобрести ножи прямые 110х40мм. Фреза одного размера рассчитана на выборку чашки двух стандартных размеров.
Фреза Универсальная трехножевая (чистовая, чашкорезная). Используется в станках "Практик 2" и "Профи". Чашка выбирается за один проход. Для каждого диаметра чашки необходимо использовать прямые ножи, длина которых равна радиусу чашки. Например, для чашки D=220 необходимо приобрести ножи прямые 110х40мм. Фреза одного размера рассчитана на выборку чашки двух стандартных размеров.
Для диаметра чашки:
- для диаметров чашки 150-200мм
- для диаметров чашки 200-240 мм
-для диаметров чашки 240-280 мм
- для диаметров чашки 260-300 мм
для диаметров чашки 280-320 мм
Комплект ножей (3 шт.) прямых для Чашкорезных трехножевых фрез
Комплект ножей (3 шт.) прямых для Чашкорезных трехножевых фрез. Для вырезания чашки определенного диаметра необходимы ножи длиной равной радиусу вырезаемой чашки. Ножи заточены и готовы к работе.
Комплекты ножей
:-для чашкорезных трехножевых фрез под чашку 180мм;
- для чашкорезных трехножевых фрез под чашку 200мм;
- для чашкорезных трехножевых фрез под чашку 220мм;
- для чашкорезных трехножевых фрез под чашку 240мм;
-для чашкорезных трехножевых фрез под чашку 260мм;
-для чашкорезных трехножевых фрез под чашку 280мм;
-для чашкорезных трехножевых фрез под чашку 300мм;
-для чашкорезных трехножевых фрез под чашку 320мм;
Фреза монтажного паза

Фреза монтажного паза. Применяется для выборки монтажного (лунного, продольного) полукруглого паза. Подходит для всех оцилиндровочных станков (производства ООО "Камский Берег"), оснащенных шпинделем продольной обработки (опционально устанавливается на станки "КБМ" и в базовых комплектациях на "Каскад"). Диаметр паза зависит от ножей. Ножи (1 комплект - 2 шт.) покупаются отдельно. Поставляется без вала (вал идет в комплектации со станком, если соответствующий узел установлен).
Комплект радиусных ножей (2 шт.) для Фрезы монтажного паза

Комплекты радиусных ножей для монтажного паза:R-70мм,80,90,100,110, 120,130,140 )
Комплекты радиусных ножей для монтажного паза:R-150мм,160мм





Видео работы станка:
"Практик 2" с электромеханической подачей каретки.Видео: https://youtu.be/iMsV3z0ZQGo
"Практик 2" с ручной подачей каретки.Видео: https://youtu.be/ELzWW1NBntM