- Металлообрабатывающее оборудование
- Автомат для изготовления гвоздей
- Вальцы
- Гильотины
- Заточные станки
- Зиговочные станки
- Кузнечно-прессовое оборудование
- Ленточнопильные станки
- Листогибы
- Профилегибочные станки
- Резьбонарезные станки
- Сверлильные станки
- Станки для изготовления плетеной сетки Рабица
- Станки для резки, гибки и правки арматуры
- Станки отрезные маятниковые
- Станки трубогибочные
- Фальцеосадочные станки
- Фальцепрокатные станки
- Электропечи для термообработки металлов
- Станки для производства водосточных систем,вентиляции
- Деревообрабатывающее оборудование
- Дробильное оборудование
- Заточные станки
- Комбинированные станки
- Кромкообрезные станки
- Круглопильные станки
- Многопильные станки
- Оцилиндровочные станки
- Пилорама ленточная
- Пилорамы дисковые горизонтальные
- Пилорамы брусовальные
- Пилорамы рамные
- Рейсмусовые станки
- Торцовочные станки
- Универсальные станки
- Фрезерные станки
- Фуговальные станки
- Строгальные четырехсторонние станки
- Чашкорезные станки
- Комплектные деревообрабатывающие линии
- Сушильные камеры
- Околостаночное оборудование
- Аспирационные установки
- Гаражное оборудование
- Строительное оборудование
- Электростанции
- Компрессорное оборудование
Акции:
Дисковые пилы с твердосплавными напайками

Вальцы трёхвалковые электромеханические МГ
- Главная
- /
- Каталог
- /
- Деревообрабатывающее оборудование
- /
- Пилорамы брусовальные
- /
- Станок брусовальный "ВИТЯЗЬ 4х630М".

Станок брусовальный "ВИТЯЗЬ 4х630М".
Дисковый четырехвальный брусовальный станок для бревен диаметром до 460 мм с быстрой регулировкой расстояния между пилами Витязь 4х630М.
Назначение дискового многопильного брусующего станка "Витязь 4х630М"
Дисковый брусующий (брусовальный, бревнопильный, круглопильный) станок тяжелого класса "Витязь 4х630М"предназначен для распиловки в поточном режиме круглого леса на лафет и необрезную доску. Максимальный диаметр распиливаемой древесины (в комле) – 450/460 мм (для пил диаметром 630мм и 650мм соответственно).
Станок призван решить ключевую задачу лесопильного производства - первичная переработка круглого леса с производительностью от 200 и более куб. м. в смену. Только обладая оборудованием такого класса, собственники лесопильного бизнеса могут планировать серьезное производство доски и бруса в объемах, которые позволят обеспечить общую высокую рентабельность предприятия.
В свою очередь, большие объемы переработки круглого леса делают рентабельным и необходимым развитие глубокой переработки древесины и утилизации отходов, т. е. выводят лесопильное производство на качественно новый уровень.
Станок "Витязь 4х630М" сделан по схеме с четырьмя валами (два верхних, два нижних), каждый пропил выполняется двумя дисковыми пилами, расположенными в одной плоскости, что позволяет получить приемлемую толщину пропила и использовать относительно недорогие и доступные стандартные пилы различных производителей диаметром 630/650 мм.
.Существенным преимуществом станка "Витязь 4х630М" является возможность быстрой (без снятия пил) регулировки расстояния между центральными пилами, позволяющая оперативно изменять высоту получаемого лафета, перенастраивать лесопильную линию на выпуск пиломатериала с другими параметрами.
Некоторые особенности станка "Витязь 4х630М"

На многопильный брусующий станок "Витязь 4х630М" может быть установлено 4, 8 или 12 пил, диаметром 630/650мм.
Электромеханический привод регулировки пил, по желанию заказчика, может быть оснащен системой электроного задания расстояния между пилами (электронная линейка).
В конструкции брусовального станка "Витязь 4х630М" большое внимание уделено вопросу безопасности работы. Система предохранения от вылета доски или горбыля в обратную сторону включает ряд мощной когтевой защиты и боковые подпружиненные шторки, что соответствует самым высоким требованиям безопасности.
При пилении станок потребляет не всю номинальную мощность установленных двигателей, а мощность, соответствующую нагрузке.
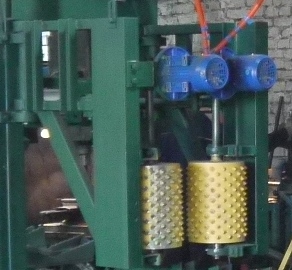
Вытяжные "зубастые" рябухи, установленные в базовой комплектации, привод которых синхронизирован с приводом подачи бревна в зону пиления, поддерживают пакет распиленного материала на выходе из станка и делают работу по приемке распиленной продукции более простой и безопасной для персонала, а так же позволяют автоматизировать весь процесс работы линии распиловки бревен.
Пиление на всех валах встречное, опил выносится из центра бревна наружу, таким образом степень загрязнения сырья не оказывает существенного влияния на износ инструмента.
- комплектация системой обратной связи (опция);
- кантователь на подающем столе (опция);
- плавный пуск двигателей (опция).

Принцип действия брусующего станка "Витязь 4х630М"

"Витязь 4х630М" относится к станкам проходного типа, т. е. при обработке движется заготовка, а сам обрабатывающий узел неподвижен.
Бревна подаются в пильный узел и вытягиваются из него с помощью широких гусениц. Траверсы гусениц имеют форму перевернутой трапеции и образуют лоток, надежно удерживающий пиловочник.
На протяжении всего цикла распиловки бревна на гусеницах дополнительно фиксируют пневматические прижимы, повышающие стабильность пиления и обеспечивающие точность размеров готовой продукции даже при работе с сырьем существенной кривизны.
Пара вертикальных рябух полностью вытягивает горбыль и доски из пильного узла.
Опционально станок комплектуется подающим роликовым столом, приемным столом различных конфигураций, в т. ч. с автоматическим отделением горбыля и досок, а так же другими дополнительными опциями.
Расстояние между пилами на одном валу (толщина необрезной доски) регулируется разлучками различной ширины.
Каждый пильный вал вращается отдельным двигателем. Мощность главных двигателей определяется при заказе и может составлять от 4х15 до 4х55 кВт. В базовой комплектации предлагаются двигатели мощностью 4х30 кВт.
При пилении четырьмя пилами на выходе получается лафет (двухкантный брус) и два горбыля. Если на станке установлено восемь пил, за один проход из бревна получается лафет, две подгорбыльных (необрезных) доски и горбыль с обеих сторон. Если установлено 12 пил, то необрезных досок будет 4.
Расклинивающие ножи, расположенные за пилами удерживают лафет и предотвращают затирание и перегрев пил. При изменении расстояния между центральными пилами, ножи автоматически настраиваются на новый размер, отдельная регулировка расклинивающих ножей не требуется.
Преимущества станка "Витязь 4х630М"

- Рама станка выполнена с существенным запасом прочности, вибрации и любые деформации исключены полностью.
- Регулировка размеров выпиливаемого лафета происходит очень быстро, простым нажатием кнопки. Снятия пил не требуется. Опционально устанавливается электронная линейка, а так же механизм позволяющий регулировать размер получаемого лафета буквально перед каждым бревном, что обеспечит ощутимый прирост полезного выхода материала.
3. Перемещение пильных узлов при регулировке расстояния между пилами происходит по высокоточным калиброванным направляющим. Параллельность направляющих гарантируется особой методикой их установки: направляющие для правого и левого пильных узлов - единое целое. Предусмотрена централизованная система смазки направляющих.
4. Гусеничная система подачи гарантирует стабильную подачу бревен даже существенной кривизны.
5. Плавно регулируемая скорость подачи позволяет осуществлять пиление в оптимальных режимах при различных условиях, таких как диаметр сырья, количество пил, твердость породы, промороженность, сохраняя при этом высокую производительность.
6. Высокая степень индивидуализации станка. Благодаря большому количеству различных опций каждый заказчик может скомплектовать себе станок, который будет максимально подходить для решения именно его задач.
7. Надежные механизмы защиты: когтевая защита + шторки на входе для предотвращения вылета горбыля, системы автоматической остановки подачи в случае нештатной ситуации.
8. Автоматизированное управление позволяет встраивать брусовал в лесопильные потоки с минимальным количеством работников. Оператор станка не перегружен и может параллельно управлять другими механизмами, например накопительной эстакадой и разобщителем бревен.
Технические характеристики брусовального станка "Витязь 4х630М"

|
Параметр |
Значение |
|
|
|
в базе |
опционально |
|
Кол-во валов, шт. |
4 |
|
|
Диаметр пил, мм |
630 |
4001, 4502, 5003, 5504, 650, 7105 |
|
Количество пил, шт. |
4, 8 или 12 |
|
|
Толщина пропила (пилы GASS, 630/650мм), мм |
6,0 / 6,7 |
|
|
Минимальная длина обрабатываемого бревна, м |
3 |
2 |
|
Максимальная длина обрабатываемого бревна, м |
не ограничена |
|
|
Максимальный диаметр распиливаемого бревна (по комлю), мм |
450 |
2801, 3102, 3503, 3904, 460, 5105 |
|
Минимальный диаметр распиливаемого бревна (в вершине) |
150 (1206) |
|
|
Расстояние между внутренними пилами, мм |
100 - 200 |
|
|
Скорость подачи, м/мин |
5 - 30 |
|
|
Скорость вращения пил, об/мин |
1450 |
|
|
Электропривод пил: |
|
|
|
-мощность, кВт. |
4х30 |
от 4х15 до 4х55 |
|
-напряжение, В. |
380 |
|
|
-частота вращения, об/мин |
1450 |
|
|
Электропривод подачи: |
|
|
|
-мощность, кВт. |
2х3 |
|
|
-напряжение, В. |
380 |
|
|
-частота вращения, об/мин |
1000 |
|
|
Габаритные размеры (ДхШхВ), мм: |
|
|
|
-станок с подающим и приемным столами |
21000х3700х3000 |
|
|
Масса, не более, кг. |
9000 |
|
1 – модель «Витязь 4х400М»
2 – модель «Витязь 4х450М»
3 – модель «Витязь 4х500М»
4 – модель «Витязь 4х550М»
6 – с регулировкой прижимных роликов
5 – модель «Витязь 4х710М»
Скорость подачи заготовки
Максимальная скорость подачи сырья (скорость пиления) на практике ограничивается лишь мощностью двигателей приводов пил, т. е. энергетическими ресурсами предприятия, эксплуатирующего станок. Пилы могут выдержать скорости подачи, далеко выходящие за рамки разумных и экономически целесообразных значений. Рекомендуемая скорость подачи – 12-18 м/мин.
Производительность
Производительность станка зависит от множества факторов, но можно выделить три определяющих параметра
1) Суммарная мощность основных двигателей приводов пил. Именно от мощности двигателей в основном зависит возможная скорость подачи, из которой, в свою очередь, при прочих равных, и следует производительность. Следует разделять станки с четырьмя, восемью и двенадцатью пилами, т. к. работа, совершаемая в этих случаях, а, следовательно, и нагрузка на двигатели, различается практически в два и четыре раза соответственно.
2) Наличие и работоспособность околостаночного оборудования. Околостаночное оборудование (система подачи бревен, система отделения горбыля, приемный стол, станки второго ряда) должны работать с не меньшей скоростью. Если бревна своевременно не подаются в станок, то, как бы быстро он не пилил, производительность будет ниже его возможностей.
3) Диаметр распиливаемых бревен. Бревно d=400мм в 4 раза объемнее, чем бревно d=200мм. Увеличение диаметра сырья дает увелиение производительности в квадрате!
При правильно подобранных двигателях и соответствующем околостаночном оборудовании, станок "Витязь 4х630М", в зависимости от диаметра сырья, способен перерабатывать в смену 8 часов (пиловочника):
150мм – 55 куб. м.
200мм – 100 куб. м.
250мм – 155 куб. м.
300мм – 225 куб. м.
350мм – 305 куб. м.
400мм – 400 куб. м.
Инструмент
На станке "Витязь 4х630М" используются пилы с твердосплавными напайками диаметром 630/650мм с небольшим количеством зубьев. Строго рекомендуется наличие зачистных ножей, способствующих удалению опила. Толщина пропила зависит от конкретного производителя. На выбор мы предлагаем пилы отечественных производителей или таких популярных брендов как GASS (Польша) и Faba (Польша). По желанию можно согласовать установку пил любого производителя.
Особенности дисковых пил Gass:
Производство сертифицировано по ISO 9002;
Полотна пил изготавливаются ТОЛЬКО из немецкой стали;
Зубья Sandvik (Швеция);
На всех пилах каленые полотна, не требующие проковки и доработки;
Специальная конфигурация зубьев и "очистителей пропила";

Компания FABA S.A. известна в Европе, как производитель высококачественного деревообрабатывающего инструмента, благодаря современному и сверхточному электронному и лазерному оборудованию последнего поколения, которое позволяет выпускать инструмент по параметрам и эскизам заказчика в максимально короткие сроки.
Инструмент известен среди крупных европейских производителей, за счет применения в технологических процессах лучших материалов импортного производства и пользуется большим спросом. Превосходное качество изделий FABA S.A. подтверждается международным сертификатом качества ISO 9001.
Базовая комплектация
"ВИТЯЗЬ 4х630М", базовая комплектация:
1. Станина станка.
2. Два перемещающихся по специальным направляющим сдвоенных пильных узла с независимыми пильными валами (4 вала) и саморегулирующимисярасклинивающими ножами;
3. Привод перемещения пильных узлов при настройке толщины выпиливаемого лафета - электромеханический (управление с отдельного блока на корпусе станка);
4. Аналоговая линейка для настройки расстояния между центральными пилами;
5. Открытый нижний бункер для удаления отходов пиления;
6. Привод вращения пил мощностью 4х30 кВт;
7. Гусеничная система подачи до и после пил, с плавной регулировкой скорости;
8. Прижимные стабилизирующие ролики на подающей и приемной гусеницах;
9. Пара приводных вытяжных вертикальных рябух;
10. Выносной пульт управления с амперметрами;
11. Защита от обратного выброса горбыля (когтевая защита + боковые шторки);
12. Пилы с твердосплавными напайками, d=630мм - 8 шт. (Россия)
Описание опций:

Диаметр пил. Станок может быть изготовлен в двух модификациях: с пилами d=630мм и с пилами d=650мм. В первом случае максимальный диаметр распиливаемых бревен составляет 450мм в комле, во втором – 460мм (пилы 630мм (Россия):
4 шт.: «минус» _____ руб.,
8шт.: в «базе»,
12 шт.: + _______ руб.;
630мм (Gass):
4 шт.: «минус» _____ руб.,
8 шт.: + ______руб.,
12 шт.: + ______ руб.;
650мм (Россия):
4шт.: «минус» ____0 руб.,
8 шт.: + ___ руб.,
12 шт.: + ___ руб.;
650мм (Gass):
4 шт.: «минус» ____ руб.,
8 шт.: + ____ руб.,
12 шт.: + ____ руб.).

Параметры основных двигателей. Мощность основных двигателей - определяющий параметр брусовального станка. Для выбора оптимальной мощности двигателей необходимо сначала определится с количеством пил на станке.
Типичные рекомендации выглядят следующим образом:
Для 4 пил: минимальная необходимая мощность - 4х15 кВт. (минус _____ руб.), рекомендуемая - 4х18,5 кВт. (минус ____ руб.);
Для 8 пил: минимальная необходимая мощность - 4х30,0 кВт. (в базе), рекомендуемая - 4х37,0 кВт. (+ _____ руб.);
Для 12 пил: минимальная необходимая мощность - 4х45,0 кВт. (+ ____ руб.), рекомендуемая - 4х55,0 кВт. (+ ____ руб.);

Устройство плавного пуска двигателей. Применяется в случае если необходимо снизить пусковые токи электродвигателей (Ток, который нужен для запуска электродвигателя, называется пусковым). Как правило, пусковые токи электродвигателей в несколько раз (до 8) больше, чем токи, необходимые для работы в нормально-устойчивом режиме. Из-за этого пуск мощных двигателей может приводить к кратковременной нехватке энергии для другого подключенного к сети оборудования (падению напряжения). Или двигатели могут попросту не запуститься, даже если мощность трансформатора питающей подстанции достаточна для их работы (но недостаточна для пуска). Устройства плавного пуска позволяют снизить нагрузки на электрическую сеть и трансформатор, исключить падение напряжения в сети в момент пуска, а так же продлить ресурс электродвигателей за счет снижения жестких пусковых нагрузок
(для двигателей 4х15 кВт – ___ руб.,
4х18,5 – ___ руб.,
4х22 кВт – ____ руб.,
4х30 кВт – ____ руб.,
4х37,5 кВт – ____ 000 руб.,
4х45 кВт – ___ руб.,
4х55 кВт – ____ руб.).

Подающий стол. Для подачи бревен в станок идельно подходит роликовый конический транспортер. Скорость транспортера синхронизируется со скоростью гусеничной системы подачи станка, отдельная регулировка не требуется. Подающий стол может быть оснащен кантователем бревен, который позволяет оптимальным образом расположить заготовку на подающем столе перед распиловкой
(4м – ____ руб.,
6м – ____ руб.,
8м – ___ руб.,
10м – ____ руб.,
кантователь для бревен – ____ руб.).

Привод регулировки расстояния между пилами. В базовой комплектации привод регулировки расстояния между пилами - электромеханический. Оператор перемещает пильные узлы нажатием кнопки на отдельном блоке, установленном непосредственно на корпусе станка, и по аналоговой линейке и указателю контролирует расстояние между центральными пилами. Когда требуемое значение достигнуто, оператор отпускает кнопку перемещения.
Опционально можно заказать электронную индикацию расстояния между пилами (______ руб.): в данном случае оператор будет перемещать пильные узлы нажатием кнопки на выносном пульте управления станка (с которого происходит управление и всеми остальными функциями станка), а расстояние между пилами будет высвечиваться на электронном цифровом дисплее, встроенном в этот пульт. Когда требуемое значение достигнуто, оператор отпускает кнопку перемещения. С этой опцией нет необходимости подходить к отдельному блоку управления расстоянием между пилами на станке, а так же повышается точность задания расстояния между пилами.
Самый продвинутый и удобный вариант - это электромеханический привод в сочетании с электронным блоком управления (_______ руб.): при наличии такой опции оператор на цифровой клавиатуре задает необходимое расстояние между пилами и нажимает одну кнопку (запрограммированную на необходимый размер, всего таких размеров может быть до 9, но всегда можно задать любой произвольный размер на цифровой клавиатуре), пильные узлы будут автоматически сдвигаться или раздвигаться, настраиваясь на заданное значение. Такой механизм гарантирует максимально высокую точность и стабильность размеров готовой продукции.

Стандартный электромеханический привод регулировки расстояния между пилами (винт + гайка) не предназначен для очень частой перенастройки (рекомендуется использовать его не чаще 1-2 раз в час). Если необходима частая быстрая перенастройка (вплоть до настройки под каждое бревно), необходимо использовать шарико-винтовую передачу и специальные направляющие пильных блоков (_________ руб.)..
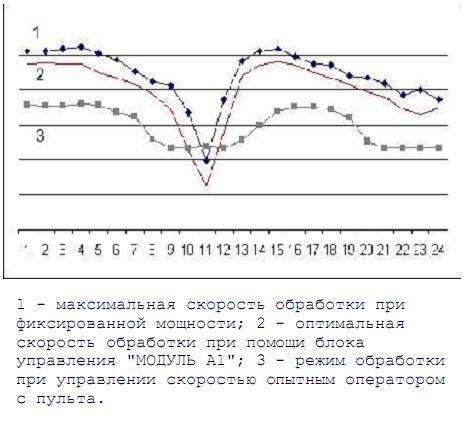
Модуль ЧПУ «А1». В режиме реального времени автоматический определяет нагрузку, действующую на инструмент и в соответствии с полученными данными регулирует скорость обработки.
При фиксированной мощности двигателей привода пил максимальная суммарная глубина пропила и скорость подачи ограничены. Следовательно, чем больше суммарная глубина пропила, тем меньше должна быть скорость обработки. Станок "Витязь 4х630М", оборудованный приводом подачи бревен с возможностью плавной регулировки скорости, позволяет оператору управлять скоростью пиления в зависимости от того, какого диаметра обрабатывается бревно и соответственно какая общая суммарная глубина пропилов всех пил в данный момент обработки.
Но оператор объективно не может абсолютно точно выдерживать оптимальную скорость обработки. В основном, скорость никогда не будет оптимальной, а в какие-то моменты времени скорость будет выше максимально допустимой, а в какие-то ниже минимально допустимой.
При скорости ниже оптимальной станок работает ниже своих возможностей, не делает тот объем работы, который мог бы делать. При скорости ниже минимально допустимой происходит повышенный износ пил, появляется опасность "горения" пил. При скорости выше максимально допустимой, возникает перегрузка, которая переводит станок в “экстремальный” режим, что отрицательно сказывается на ресурсе основных составляющих (двигатели, шпиндели, инструмент) при этом качество обработки так же ухудшается.
Блок системы управления «МОДУЛЬ А1» позволяет отслеживать текущую нагрузку на двигатель привода пил и, в зависимости от нее, автоматически изменять скорость подачи бревен в пильный узел.
Использование данного блока является самым малозатратным способом повысить производительность станка без увеличения энергопотребления.
Кроме того, использование данного блока исключает возможность возникновения экстремальных перегрузок, что увеличивает ресурс станка и уменьшает вероятность нештатных ситуаций.
Блок управления «МОДУЛЬ А1» является отключаемым, т.е. оператор может в любой момент отключить систему автоматической обратной связи и продолжить пиление в ручную, регулируя скорость подачи
На данном станке под нагрузкой работают четыре независимых двигателя. Обычно, нагрузка между двигателями нижнего (наиболее нагруженного) вала распределяется равномерно, поэтому в большинстве случаев достаточно установить один блок управления «МОДУЛЬ А1» на один из этих двигателей. Установка большего количества блоков «А1» повышает точность работы системы. (на 1 двигатель – _______ руб., на два –_______ руб., на три – ________ руб., на четыре –_______ руб.)

Приемный стол. Может быть изготовлен в нескольких вариантах:
1) Неприводной роликовый стол:
2) 4м – _____ руб.,
3) 6м – _____ руб.,
4) 8м – _____ руб.,
5) 10м – _____ руб.
2) Неприводной роликовый стол с доп. вытяжными рябухами (рябухи полностью вытягивают распиленный пакет на приемный стол):
4м – ______ руб.,
6м – _____ руб.,
8м – _____ руб.,
10м – _____ руб.
3) Неприводной роликовый стол с направляющими для лафета (позволяет быстрее и с меньшими усилиями отделять лафет от необрезных досок и горбыля, направляющие регулируются вручную, необходим человек, следящий за правильных выходом распиленного пакета на приемный стол):
4м – ____ руб.,
6м – _____ руб.,
8м – ______ руб.,
10м – ______ руб.
4) Приводной цепной стол с автоматическим отделением горбыля. Включает пару доп. вытяжных рябух, верхние прижимные ролики и боковые прижимы, поддерживающие горбыль, которые в нужный момент автоматически отодвигаются, сбрасывая горбыль и необрезные доски вниз (например, на поперечный транспортер), лафет двигается дальше и опрокидывается на пласть (14,5м – _______ руб.).
Дополнительный инструмент
Пила отечественная/импортная (Gass/Aspi):
630мм – _______ руб. / _______ Евро
650мм – ________ руб. /_____ Евро





"ВИТЯЗЬ 4х630М" брусовальный (брусующий) станок.Видео:
3d анимация работы комплекса высокопроизводительной переработки древесины на основе брусовального станка "Витязь 4х630".Видео:
https://youtu.be/pn5CrokIFYg