- Металлообрабатывающее оборудование
- Автомат для изготовления гвоздей
- Вальцы
- Гильотины
- Заточные станки
- Зиговочные станки
- Кузнечно-прессовое оборудование
- Ленточнопильные станки
- Листогибы
- Профилегибочные станки
- Резьбонарезные станки
- Сверлильные станки
- Станки для изготовления плетеной сетки Рабица
- Станки для резки, гибки и правки арматуры
- Станки отрезные маятниковые
- Станки трубогибочные
- Фальцеосадочные станки
- Фальцепрокатные станки
- Электропечи для термообработки металлов
- Станки для производства водосточных систем,вентиляции
- Деревообрабатывающее оборудование
- Дробильное оборудование
- Заточные станки
- Комбинированные станки
- Кромкообрезные станки
- Круглопильные станки
- Многопильные станки
- Оцилиндровочные станки
- Пилорама ленточная
- Пилорамы дисковые горизонтальные
- Пилорамы брусовальные
- Пилорамы рамные
- Рейсмусовые станки
- Торцовочные станки
- Универсальные станки
- Фрезерные станки
- Фуговальные станки
- Строгальные четырехсторонние станки
- Чашкорезные станки
- Комплектные деревообрабатывающие линии
- Сушильные камеры
- Околостаночное оборудование
- Аспирационные установки
- Гаражное оборудование
- Строительное оборудование
- Электростанции
- Компрессорное оборудование
Акции:
Дисковые пилы с твердосплавными напайками

Вальцы трёхвалковые электромеханические МГ
- Главная
- /
- Каталог
- /
- Деревообрабатывающее оборудование
- /
- Пилорамы брусовальные
- /
- Дисковый брусующий станок "ВИТЯЗЬ 2х630"
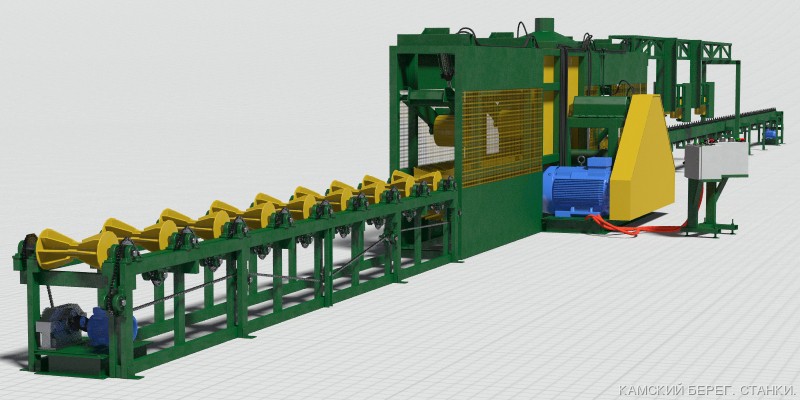
Дисковый брусующий станок "ВИТЯЗЬ 2х630"
Назначение станка
Дисковый брусующий (брусовальный) станок тяжелого класса «Витязь 2х630» предназначен для распиловки в поточном режиме круглого леса на лафет и необрезную доску. Максимальный диаметр распиливаемой древесины - 380 мм.
 Мощность установленных двигателей может быть определена при заказе и зависит от таких параметров как количество устанавливаемых пил, а так же желаемой скорости распиловки. В базовой комплектации предлагаются двигатели мощностью 37 кВт (нижний вал) + 30 кВт (верхний вал).
Мощность установленных двигателей может быть определена при заказе и зависит от таких параметров как количество устанавливаемых пил, а так же желаемой скорости распиловки. В базовой комплектации предлагаются двигатели мощностью 37 кВт (нижний вал) + 30 кВт (верхний вал).
Станок в зависимости от мощности установленных двигателей позволяет перерабатывать от 100 до 200 и более м. куб. пиловочника в смену и является основой высокопроизводительной линии по распиловке древесины.
- комплектация системой обратной связи (опция);
- кантователь на подающем столе (опция);
- плавный пуск двигателей (опция).
"ВИТЯЗЬ 2". Общая информация.

Станок изготавливается по схеме с двумя валами горизонтальными пильными валами, каждый пропил выполняется двумя дисковыми пилами расположенными в одной плоскости, что позволяет получить минимальную толщину пропила и использовать относительно недорогие и доступные стандартные пилы различных производителей диаметром от 400 мм до 710 мм.
Станок может эксплуатироваться в конфигурации с двумя пропилами (четыре пилы) так и в конфигурации с четырьмя пропилами (восемь пил) с соответстующим подбором мощности установленных двигателей.
Принцип действия брусующего станка "Витязь 2х630"
 "Витязь 2х630" относится к станкам проходного типа, т. е. при обработке движется заготовка, а сам обрабатывающий узел неподвижен. Бревно подается в пильный узел с помощью цепной подачи. В базовой комплектации станок оснащается системой плавной регулировки скорости подачи с пульта оператора, которая позволяет подбирать оптимальную скорость пиления в зависимости от различных условий, таких как диаметр бревна, твердость породы, промороженность и т. д.
"Витязь 2х630" относится к станкам проходного типа, т. е. при обработке движется заготовка, а сам обрабатывающий узел неподвижен. Бревно подается в пильный узел с помощью цепной подачи. В базовой комплектации станок оснащается системой плавной регулировки скорости подачи с пульта оператора, которая позволяет подбирать оптимальную скорость пиления в зависимости от различных условий, таких как диаметр бревна, твердость породы, промороженность и т. д.
Пиление производится четырьмя, восемью или двенадцатью пилами, расположенными на двух независимых параллельных (верхний и нижний) валах. Расстояния между пилами (высота лафета и толщина необрезной доски) регулируются разлучками различной ширины.
Каждый пильный вал вращается отдельным двигателем. Мощность главных двигателей определяется при заказе и может составлять от 2х15 до 2х110 кВт.
При пилении четырьмя пилами на выходе получается лафет (двухкантный брус) и два горбыля. Если на станке установлено восемь пил, за один проход из бревна получается лафет, две подгорбыльных (необрезных) доски и горбыль с обеих сторон. Если установлено 12 пил, то необрезных досок будет 4.
Расклинивающие ножи, расположенные за пилами удерживают лафет и предотвращают затирание и перегрев пил. При изменении расстояния между центральными пилами, ножи соответствующим образом переустанавливаются. В зоне пиления, уже в базовой комплектации, предусмотрены специальные прижимные ролики, повышающие стабильность пиления и обеспечивающие точность размеров готовой продукции даже при работе с сырьем существенной кривизны.
Преимущества станка "Витязь 2х630"
1. Рама станка выполнена с существенным запасом прочности, вибрации и любые деформации исключены полностью.
2. Пильные валы имеют по три полноценных надежных точки крепления. Такая конструкция обеспечивает их постоянно стабильное и точное положение, что гарантирует высокое качество поверхности и хорошую геометрию готовой продукции.
3. Плавно регулируемая скорость подачи позволяет осуществлять пиление в оптимальных режимах при различных условиях, таких как диаметр сырья, количество пил, твердость породы, промороженность, сохраняя при этом высокую производительность.
4. Высокая степень индивидуализации станка. Благодаря большому количеству различных опций каждый заказчик может скомплектовать себе станок, который будет максимально подходит для решения именно его задач.
5. Надежные механизмы защиты: когтевая защита + шторки на входе для предотвращения вылета горбыля, шторки на выходе для безопасности работника принимающего готовый материал, системы автоматической остановки подачи в случае нештатной ситуации.
Технические характеристики брусовального станка "Витязь 2х630"
|
Значение |
||
|
|
в базе |
опционально |
|
Кол-во валов, шт. |
2 |
|
|
Диаметр пил, мм |
630 |
|
|
Количество пил, шт. |
4, 8 или 12 |
|
|
Толщина пропила (пилы GASS), мм |
6 |
|
|
Минимальная длина обрабатываемого бревна, м |
2 |
|
|
Максимальная длина обрабатываемого бревна, м |
не ограничена |
|
|
Максимальный диаметр распиливаемого бревна (по комлю), мм |
380 |
|
|
Расстояние между внутренними пилами, мм |
75 - 200 |
|
|
Скорость подачи, м/мин |
3 - 30 |
|
|
Скорость вращения пил, об/мин |
3000 |
|
|
Электропривод пил: |
|
|
|
-мощность, кВт. |
37+30 |
от 15 до 110 |
|
-напряжение, В. |
380 |
|
|
-частота вращения, об/мин |
3000 |
|
|
Электропривод подачи: |
|
|
|
-мощность, кВт. |
2х3 |
|
|
-напряжение, В. |
380 |
|
|
-частота вращения, об/мин |
1000 |
|
|
Габаритные размеры (ДхШхВ), мм: |
|
|
|
-станок с подающим и приемным столами |
16500х2200х2200 |
|
|
Масса, не более, кг. |
4000 |
|
Скорость подачи заготовки
Максимальная скорость подачи сырья (скорость пиления) на практике ограничивается лишь мощностью двигателя привода пил, т. е. энергетическими ресурсами предприятия, эксплуатирующего станок. Пилы могут выдержать скорости подачи, далеко выходящие за рамки разумных и экономически целесообразных значений. Рекомендуемая скорость подачи – 15 м/мин.
Производительность
Производительность станка зависит от множества факторов, но определяющим параметром являетсясуммарная мощность основных двигателей приводов пил. Именно от мощности двигателей в основном зависит возможная скорость подачи, из которой, в свою очередь, и следует производительность. Поэтому, чтобы понять какой мощности нужны двигатели для Вашего станка, следует, в первую очередь, определиться с необходимой для достижения желаемой производительности скоростью подачи. Так же следует разделять станки с четырьмя, восемью и двенадцатью пилами, т. к. работа совершаемая в этих случаях, а, следовательно, и нагрузка на двигатели, различается практически в два и четыре раза соответственно. Так же огромное значение играет наличие и работоспособность околостаночного оборудования, ведь если бревна своевременно не подаются в станок, то, как бы быстро он не пилил, производительность будет ниже его возможностей.
При правильно подобранных двигателях и соответствующем околостаночном оборудовании станок «Витязь 2х630» способен перерабатывать не менее 200 куб. м. пиловочника в смену 8 часов.
Инструмент
На станке "Витязь 2х630" используются пилы с твердосплавными напайками диаметром 630мм с небольшим количеством зубьев. Строго рекомендуется наличие зачистных ножей, способствующих удалению опила. Толщина пропила зависит от конкретного производителя. Мы рекомендуем использовать пилы фирмы GASS (Польша). Так же на выбор мы предлагаем пилы отечественных производителей или таких популярных брендов как Pilana (Чехия) и Faba (Польша). По желанию можно согласовать установку пил любого производителя.
Особенности дисковых пил Gass:
Производство сертифицировано по ISO 9002;
Полотна пил изготавливаются ТОЛЬКО из немецкой стали;
Зубья Sandvik (Швеция);
На всех пилах каленые полотна, не требующие проковки и доработки;
Специальная конфигурация зубьев и "очистителей пропила";
Компания FABA S.A. известна в Европе, как производитель высококачественного деревообрабатывающего инструмента, благодаря современному и сверхточному электронному и лазерному оборудованию последнего поколения, которое позволяет выпускать инструмент по параметрам и эскизам заказчика в максимально короткие сроки.
Инструмент известен среди крупных европейских производителей, за счет применения в технологических процессах лучших материалов импортного производства и пользуется большим спросом. Превосходное качество изделий FABA S.A. подтверждается международным сертификатом качества ISO 9001.
Преимущества твердосплавных дисковых пил PILANA:
1) Зубья:
Используются твердые сплавы марки CERATIZIT с отличными параметрами срока службы режущей кромки до заточки.
Отборный серебряный припой и современная технология пайки обеспечивают максимальную устойчивость зубьев против отламывания от корпуса диска
2) Материал корпуса режущего диска:
Длительное сотрудничество с поставщиками, которые поставляют изделия проверенного рынком постоянно высокого качества.
3) Армирование:
Обеспечивает высокую жесткость и механическую стабильность дисковой пилы при резке.
Базовая комплектация
“Витязь 2х630”. Базовая комплектация.
1. Станина станка.
2. Открытый нижний бункер для удаления отходов пиления;
3. Привод вращения пил мощностью 30х37 кВт.;
4. Подающий стол для бревен, с плавно-регулируемой по скорости цепной системой подачи;
5. Прижимные стабилизирующие ролики в зоне пиления, на подающем и приемном столах;
6. Выносной пульт управления с амперметрами;
7. Защита от обратного выброса горбыля (боковая когтевая защита + верхние шторки);
8. Комплект разлучек центральных на 100, 120 и 150мм.
Описание опций
Параметры основных двигателей. Мощность основных двигателей - определяющий параметр брусовального станка. Для выбора оптимальной мощности двигателей необходимо сначала определится с количеством пил на станке.
Типичные рекомендации выглядят следующим образом:
Для 4 пил: минимальная необходимая мощность - 2х30 кВт. , рекомендуемая – 30+37,0 кВт. (в базе);
Для 8 пил: минимальная необходимая мощность - 2х55,0 кВт. , рекомендуемая - 2х75,0 кВт.;
Для 12 пил: минимальная необходимая мощность - 2х90,0 кВт. , рекомендуемая - 2х110,0 кВт.;
Устройство плавного пуска двигателя. Применяется в случае если необходимо снизить пусковые токи электродвигателей (Ток, который нужен для запуска электродвигателя, называется пусковым). Как правило, пусковые токи электродвигателей в несколько раз (до 8) больше, чем токи, необходимые для работы в нормально-устойчивом режиме. Из-за этого пуск мощных двигателей может приводить к кратковременной нехватке энергии для другого подключенного к сети оборудования (падению напряжения). Или двигатели могут попросту не запуститься, даже если мощность трансформатора питающей подстанции достаточна для их работы (но недостаточна для пуска). Устройства плавного пуска позволяют снизить нагрузки на электрическую сеть и трансформатор, исключить падение напряжения в сети в момент пуска, а так же продлить ресурс электродвигателей за счет снижения жестких пусковых нагрузок.
Модуль ЧПУ «А1». В режиме реального времени автоматический определяет нагрузку, действующую на инструмент и в соответствии с полученными данными регулирует скорость обработки.
При фиксированной мощности двигателей привода пил максимальная суммарная глубина пропила и скорость подачи ограничены. Следовательно, чем больше суммарная глубина пропила, тем меньше должна быть скорость обработки. Станок "Витязь 2х630", оборудованный приводом подачи бревен с возможностью плавной регулировки скорости, позволяет оператору управлять скоростью пиления в зависимости от того, какого диаметра обрабатывается бревно и соответственно какая общая суммарная глубина пропилов всех пил в данный момент обработки.
Но оператор объективно не может абсолютно точно выдерживать оптимальную скорость обработки. В основном, скорость никогда не будет оптимальной, а в какие-то моменты времени скорость будет выше максимально допустимой, а в какие-то ниже минимально допустимой.
При скорости ниже оптимальной станок работает ниже своих возможностей, не делает тот объем работы, который мог бы делать. При скорости ниже минимально допустимой происходит повышенный износ пил, появляется опасность "горения" пил. При скорости выше максимально допустимой, возникает перегрузка, которая переводит станок в “экстремальный” режим, что отрицательно сказывается на ресурсе основных составляющих (двигатели, шпиндели, инструмент) при этом качество обработки так же ухудшается.
Блок системы управления «МОДУЛЬ А1» позволяет отслеживать текущую нагрузку на двигатель привода пил и, в зависимости от нее, автоматически изменять скорость подачи бревен в пильный узел.
Использование данного блока является самым малозатратным способом повысить производительность станка без увеличения энергопотребления.
Кроме того, использование данного блока исключает возможность возникновения экстремальных перегрузок, что увеличивает ресурс станка и уменьшает вероятность нештатных ситуаций.
Блок управления «МОДУЛЬ А1» является отключаемым, т.е. оператор может в любой момент отключить систему автоматической обратной связи и продолжить пиление в ручную, регулируя скорость подачи.
На данном станке под нагрузкой работают два независимых двигателя. Обычно, основная нагрузка приходится на нижний вал, поэтому в большинстве случаев достаточно установить один блок управления «МОДУЛЬ А1» на двигатель привода нижнего вала. Установка двух блоков «А1» имеет смысл если регулярно планируется распиловка бревен диаметром от 400мм..
Приемный стол. После обработки бревно должно выходить на приемный стол, на котором происходит сортировка и разгрузка готового материала . Приемным столом может быть подающий стол следующего многопильного станка, в котором будет происходить распиловка лафета, либо отдельной независимой конструкцией.
Неприводной приемный стол
Приводной приемный стол 6м,для корректной работы необходима так же опция „ Система приводных рябух на выходе” )
Приводной приемный стол 8м с системой сброса горбыля и необрезной доски ,для корректной работы необходима так же опция „ Система приводных рябух на выходе” ).
Система приводных рябух на выходе. Обычно при работе на станке необходим человек на выходе бревна, он не только сортирует полученный материал, но и помогает вытягивать из станка необрезные доски и горбыль, т. к. после распиловки, развалившись, они могут застрять в пильном узле. Данная опция избавляет от необходимости принимать человеком распиленное бревно на выходе. Две вертикальные приводные рябухи надежно вытягивают и необрезные доски и горбыль. Опция оптимальна при встраивании станка в автоматизированные линии по распиловке. Рябухи имеют ограниченный диапазон работы - 200мм, т. е. их можно настроить на работу с бревнами диаметром от 260 до 460мм (стандартная заводская настройка), или, например, от 150 до 350мм.
