- Металлообрабатывающее оборудование
- Автомат для изготовления гвоздей
- Вальцы
- Гильотины
- Заточные станки
- Зиговочные станки
- Кузнечно-прессовое оборудование
- Ленточнопильные станки
- Листогибы
- Профилегибочные станки
- Резьбонарезные станки
- Сверлильные станки
- Станки для изготовления плетеной сетки Рабица
- Станки для резки, гибки и правки арматуры
- Станки отрезные маятниковые
- Станки трубогибочные
- Фальцеосадочные станки
- Фальцепрокатные станки
- Электропечи для термообработки металлов
- Станки для производства водосточных систем,вентиляции
- Деревообрабатывающее оборудование
- Дробильное оборудование
- Заточные станки
- Комбинированные станки
- Кромкообрезные станки
- Круглопильные станки
- Многопильные станки
- Оцилиндровочные станки
- Пилорама ленточная
- Пилорамы дисковые горизонтальные
- Пилорамы брусовальные
- Пилорамы рамные
- Рейсмусовые станки
- Торцовочные станки
- Универсальные станки
- Фрезерные станки
- Фуговальные станки
- Строгальные четырехсторонние станки
- Чашкорезные станки
- Комплектные деревообрабатывающие линии
- Сушильные камеры
- Околостаночное оборудование
- Аспирационные установки
- Гаражное оборудование
- Строительное оборудование
- Электростанции
- Компрессорное оборудование
Акции:
Дисковые пилы с твердосплавными напайками

Вальцы трёхвалковые электромеханические МГ
- Главная
- /
- Каталог
- /
- Деревообрабатывающее оборудование
- /
- Сушильные камеры
- /
- Панельные сушильные камеры СКФ

Панельные сушильные камеры СКФ
|
|
Продукция сертифицирована.
Сушильные камеры СКФ - Лауреаты и Дипломанты конкурсов "100 лучших товаров России" за 2004, 2005, 2009 гг. Объем загрузки от 15 куб. м пиломатериала. Фронтальная и трековая погрузка пиломатериалов в сушильную камеру
Панельные сушильные камеры с объемом разовой загрузки от 15 м³ условного пиломатериала.
• Загрузка пиломатериала в сушильные камеры — фронтальная или трековая.
• Конструкция корпуса сушильной камеры из алюминиевых или стальных опорных стоек, несущих балок и теплоизоляционных панелей с пенополиуретаном.
• Наружное и внутреннее покрытие панелей сушильной камеры — гофрированный алюминий. Изоляция сэндвич-панелей — жесткий монолитный пенополиуретан.
• Система автоматического управления сушильной камерой.
• Биметаллические радиаторы с алюминиевым оребрением.
• Водогрейный котел - газовый или твердотопливный. При комплектации сушильной камеры твердотопливным котлом, работающим на отходах деревообработки - опилки, щепа, обрезки, горбыль, и, в зависимости от преобладания определенных отходов, возможна комплектация котла автоматической шнековой подачей из бункера-ворошителя или вихревым газогенератором с автоматической шнековой подачей из бункера-ворошителя.
• Электродвигатели вентиляторов с высоким уровнем надежности, могут работать в агрессивной среде и при высоких температурах фирмы "Leroy Somer" или аналогичных электродвигателей российского производства.
• Вентиляторные колеса с литыми алюминиевыми лопатками, или сварные металлические крыльчатки.
|
Модель |
Технические характеристики панельных сушильных камер |
Цена тыс.руб. |
||||||
|
Объем |
Габариты |
Габариты |
Кол-во |
Номинальная |
Установленная |
ермовлагостойкие |
||
|
СКФ-15* |
15 |
6,9×3,4×3,7 |
6,5×2,1×2,2 |
1 |
58,5 |
6 |
|
договорные |
|
СКФ-25* |
25 |
7,2×5,1×4,2 |
6,5×1,1×1,15 |
6 |
97,5 |
8,8 |
|
|
|
СКФ-30* |
30 |
7,2×5,6×4,5 |
6,5×1,2×1,25 |
6 |
117 |
11 |
|
|
|
СКФ-40 |
40 |
7,2×5,7×5,7 |
6,5×1,15×1,2 |
9 |
156 |
13,2 |
|
|
|
СКФ-50 |
50 |
7,2×6,8×5,7 |
6,5×1,1×1,2 |
12 |
195 |
16 |
|
|
|
СКФ-60 |
60 |
7,2×7,4×5,7 |
6,5×1,25×1,2 |
12 |
234 |
20 |
|
|
|
СКФ-70 |
70 |
7,2×7,4×6,6 |
6,5×1,2×1,1 |
16 |
273 |
24 |
|
|
|
СКФ-100(50х2) |
100 |
14х6,65х4,8 |
6,5х1,6х3,1 |
6 |
390 |
36 |
|
|
|
* — возможно изготовление сушильной камеры с трековой загрузкой пиломатериалов |
||||||||
|
Дополнительное оборудование для сушильных камер. |
|
|||||||
|
Автоматика для сушильных камер: |
|
|||||||
|
Автоматическая система управления сушильной камерой "Модуль-С1" |
|
|||||||
|
Автоматическая система управления сушильной камерой "Модуль-С2" |
|
|||||||
|
Автоматическая система управления сушильной камерой "Модуль-С3", без частотного преобразователя/с частотным преобразователем оборотов электродвигателей вентиляторов. |
|
|||||||
|
Универсальная полуавтоматическая система увлажнения, кондиционирования и пропарки |
|
|||||||
|
Отопительное оборудование: котлы и комплексы для сжигания древесных отходов: |
|
|||||||
|
Котлы водогрейные в базовой комплектации, под автоматизированную шнековую подачу, под вихревую или факельную топку (газогенератор). |
|
|||||||
|
Автоматизированная шнековая подача опилок с расходным бункером в котлы водогрейные |
|
|||||||
|
Утилизаторы отходов деревообработки - вихревые и факельные топки (газогенераторы) |
|
|||||||
|
Оборудование для обвязки котлов 125КВт - 1000КВт |
|
|||||||
|
Оборудование для панельных сушильных камер. (Оборудование предназначено для имеющегося или вновь строящегося помещения из любого строительного материала) |
|
|||||||
|
Цены на оборудование для сушильных камер составляют от 65…75% стоимости сушильной камеры в зависимости от:
Цены договорные на:
|
|
|||||||
Автоматика управления сушильными камерами.
Системы управления сушильных камер для сушки древесины.
Процесс сушки древесины заключается в удалении из нее влаги. Для ускорения процесса ее нагревают, поэтому возникает необходимость в соблюдении режимов сушки для получения качественного материала (исключения коробления, растрескивания, остаточных напряжений).
 |
|
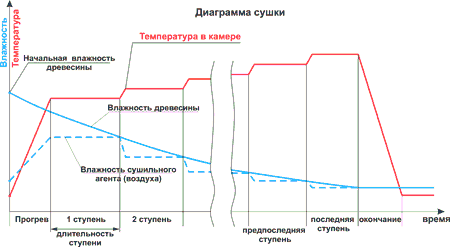
Рис.1 Теоретическая диаграмма ступенчатого процесса сушки в сушильной камере |
Режим камерной сушки задаётся исходя из породы и сортимента древесины, разбивается на несколько ступеней характеризующихся длительностью и начальной влажностью материала. Каждая ступень сушки требует соблюдения температурно – влажностного режима. На рис.1 наглядно проиллюстрирован ступенчатый процесс сушки.
 |
|
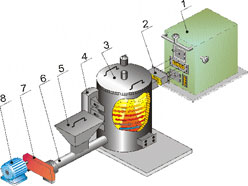
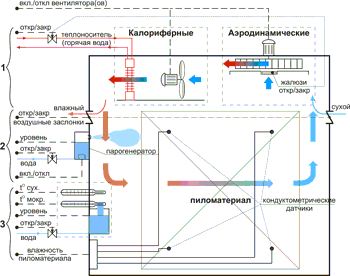
Рис.2 Схема камерной сушки пиломатериала |
Из вышеизложенного следует, что для сушки древесины необходимо оперативно управлять температурой и влажностью сушильного агента (воздуха) при соблюдении времени длительности ступени. Все необходимые данные приведены в «Руководящих материалах по камерной сушке пиломатериалов» входящих в комплект документации к сушильным камерам нашего производства.
C точки зрения управления процессом сушки, сушильная камера состоит из (см. рис.2):
1. Системы регулирования температуры сушильного агента;
2. Системы регулирования влажности сушильного агента;
3. Системы контроля оборудования сушильной камеры.
Для обеспечения циркуляции сушильного агента (воздуха) в сушильных камерах используются вентиляторы (осевые и центробежные). Для нагрева сушильного агента в калориферных сушильных камерах (СКФ, СКМ) применяются калориферы и калориферные блоки, а в качестве теплоносителя – горячая вода. В случае аэродинамических сушильных камер нагрев и циркуляция сушильного агента осуществляется за счет специально разработанного нашей компанией центробежного вентилятора.
Отсюда следует, что для регулирования температуры в калориферных сушильных камерах необходимо управлять количеством теплоносителя (горячая вода) проходящего через калориферы в единицу времени. Другими словами открывать/закрывать вентиль подачи горячей воды. Для аэродинамических сушильных камер управление температурой сушильного агента осуществляется изменением производительности вентилятора (изменением сечения всасывающего воздуховода). В качестве регулирующего элемента используются жалюзи.
Регулирование заданной для каждой ступени сушки влажности сушильного агента производится посредством управления воздушными заслонками и парогенератором, и осуществляется:
- в случае повышенной влажности (более чем необходимо для данной ступени сушки) - понижением за счет добавления «сухого» наружного воздуха с одновременным удалением влажного (воздушные заслонки),
- в случае пониженной влажности – закрытием воздушных заслонок или добавлением влаги. В качестве источника влаги используется пар от парогенератора.
Для эффективного управления процессом сушки необходимы системы, обеспечивающие поддержание заданного температурно-влажностного режима в сушильной камере путем подачи команд на исполнительные механизмы в зависимости от сигналов датчиков, которые воспринимают изменение параметров сушильного агента.
Для сведения к минимуму отрицательного влияния «человеческого фактора» на процесс сушки, компанией «Термотех» постоянно ведутся работы по автоматизации процесса сушки, разработке и применению оптимальных алгоритмов управления и технологии сушки. В настоящее время компания предлагает автоматические и полуавтоматические системы управления и контроля процессом сушки собственного производства выпускаемые серийно.
Автоматические системы управления сушильной камерой Модуль-С1, Модуль-С2 и Модуль-С3. Данные системы позволяют полностью автоматизировать процесс сушки пиломатериала в сушильной камере. Системы позволяют управлять сушильной камерой также и в «ручном» режиме. Различия систем заключаются в степени «интеллекта».
Модуль-С1.
- Управление температурно-влажностным режимом сушильного агента в сушильной
 |
камере в зависимости от породы и толщины пиломатериала по заданной программе сушки.
- Система диагностики собственной работоспособности.
- Поддержание работоспособности приборов и систем (уровни воды в психрометрическом датчике и парогенераторе).
- Измерение влажности пиломатериала (кондуктометрия).
- При подключении к компьютеру – контроль и управление процессом сушки непосредственно с персонального компьютера.
- Запись истории процесса сушки (температуры и влажности сушильного агента, влажности пиломатериала).
- Комплектующие автоматики камер сушки Модуль-С1 производства ведущих европейских и американских фирм. Регулирование тепловой мощности радиаторов камер сушки осуществляется шаровым краном с электроприводом механизма "Belimo" производства Швейцарии. Изменение проходного сечения шарового крана обеспечивает автоматика системы управления в соответствии с lll уровнем программирования. Угол поворота алюминиевых приточно-вытяжных заслонок, также с электроприводом механизма "Belimo" высчитывает и обеспечивает автоматика системы управления.
Модуль-С2.
 |
- Управление температурно-влажностным режимом сушильного агента в сушильной камере в зависимости от породы и толщины пиломатериала по заданной программе сушки.
- Измерение влажности пиломатериала (кондуктометрия) для Модуль-С2-01.
- При подключении к компьютеру – контроль за процессом сушки непосредственно с персонального компьютера.
- Запись истории процесса сушки (температуры и влажности сушильного агента).
 |
Модуль -С3.
Также как и автоматики Модуль-С1 и Модуль-С2 автоматика Модуль-С3 предназначена для управления процессом сушки в сушильных камерах различных модификаций: панельных, модульных и с аэродинамическим нагревом. Во всех модификациях программно предусмотрено управление электродвигателями через частотно-регулируемые электроприводы (ЧРЭП).
Автоматика управления сушильным комплексом для сушки древесных отходов.
Системы полуавтоматического управления, приборы контроля, управления и безопасности :
- шкафы управления с приборами автоматики по заданной величине контролируемого параметра (влажность, температура, уровень);
- измерительные приборы и приборы контроля параметров (измерители температуры, влажности, датчики состояния);
- системы контроля пожаробезопасности.
Сушильные камеры
Сушильные камеры являются наиболее ответственным и загруженным элементом в технологической цепи деревообрабатывающих предприятий. Объем готовой продукции в конечном итоге зависит от производительности сушильных камер. Поэтому многие предприятия стараются решить возможные проблемы с сушильной камерой в самом начале организации производственной деятельности. Необходимым условием является приобретение сушильной камеры с большим объемом загрузки. Сушильная камера такого типа имеет панельную конструкцию и позволяет в случае необходимости с минимальными затратами нарастить объемы загрузки производства.
 |
|
Медно-алюминиевые биметаллические |
Сушильные камеры производства Термотех адаптированы к климатическим условиям, в ценовой политике ориентированы на российского покупателя. Оборудование для сушильных камер, как то: радиаторы, вентиляторы и автоматика могут быть поставлены российского, итальянского либо смешанного производства (оговаривается при заключении договора), и имеют ряд преимуществ относительно производителей аналогичной продукции:
1. Каркас корпуса сушильной камеры СКФ имеет минимальное количество тепловых мостов. В местах возможного наступления "точки росы" изготовлен из алюминиевых профилей, а наиболее нагруженные силовые элементы из стального профиля с термовлагостойким антикоррозийным покрытием. Как показала практика эксплуатации сушильных камер, местами наиболее подверженными механическим повреждениям, являются дверной проем и каркас дверного блока. При изготовлении данных узлов из сплавов алюминиевых материалов сушильные камеры с каркасом из углеродистых сталей по своим прочностным характеристикам превосходят изготовленные из других материалов и выигрывают в стоимости.
 |
|
Цех по производству сэндвич-панелей, |
2.В ограждении корпусов камер СКФ используются сэндвич-панели собственного производства, заполненные пенополиуретаном и облицованные с двух сторон техническим гофрированным алюминием. Сэндвич-панели имеют небольшой вес, поэтому монтаж можно вести без грузоподъемных механизмов. Замковое соединение панелей между собой и с каркасом выполнено в виде паз-шпунт. Уплотнение в процессе монтажа стыков между панелями и элементами каркаса, выполняется силиконовым герметиком, поставляемым заказчику в комплекте. Пенополиуретан имеет низкий коэффициент теплопроводности (0,019-0,28 Вт/М°К), легкий вес (40-60кг/м³), высокую адгезионную прочность. В отличие от других теплоизоляционных материалов, пузырьки вспененного пенополиуретана заполнены инертными газами,в них нет воздуха, а значит не может наступить "точка росы". Пенополиуретан не впитывает влагу, что очень важно при эксплуатации сушильных камер, ведь любая теплоизоляция при намокании перестает быть таковой. Утеплители из базальтового волокна, минваты мы используем только в сушильных камерах небольших объемов загрузки, серии СКА и СКМ, так как поставляем их в виде цельнометаллических модулей и можем обеспечитьгерметичность внутренних поверхностей во время сборки в заводских условиях.
В связи с растущими ценами на энергоносители, к изоляции сушильных камер предъявляются повышенные требования. Наше предприятие пошло на определенные затраты по приобретению и изготовлению оборудования для производства пенополиуретановых теплоизоляционных панелей из-за объективных реалий. Если посмотреть фотогалерею сушильных камер нашего производства, то на их крышах во время работы в зимних условиях, лежит и не тает снег, что является показателем энергосбережения. Мы считаем, что сушильные камеры с большими загрузочными объемами, не должны иметь другой изоляции, кроме пенополиуретана. И дело даже не в более низком коэффициенте теплопроводности этого изолятора относительно минеральной ваты. А дело в конструктивно заложенном, общем коэффициенте теплопроводности всего корпуса сушильной камеры. В сушильных камерах, имеющих большие площади ограждений, чтобы избежать проседания минераловатных матов от времени, шаг ячеек делается более частым. Но частые ячейки увеличивают количество тепловых мостов. На внутренних поверхностях ограждений сушильных камер с большим объемом загрузки, трудно добиться герметичности на стыках алюминиевых листов, и со временем, в процессе работы она нарушается. Температура, вода и пар легко убирают гидрофобизацию стекло или базальтового волокна. Влажные маты становятся теплопроводными. Чтобы теплопотери не концентрировались в отдельных местах, т.е были менее заметны, наружные листы ограждений монтируются на некотором расстоянии от минераловатных плит. При этом гофра алюминиевого профнастила обязательно направлена сверху вниз. Такой конструкцией достигаются следующие цели: влага конденсирующаяся на внутренней поверхности наружных листов стекает вниз во внутреннем пространстве, т.е камера "плачет", но снаружи этого не видно; теплопотери располагаются равномерно по всей поверхности, поэтому на ощупь нельзя почувствовать разницы в несколько градусов на поверхности корпуса и окружающей среды.
 |
|
Шкаф автоматики Модуль С-2 с |
3.Блоки автоматики Модуль-С1 и Модуль-С2 выполнены на базе микропроцессора и позволяют управлять процессом сушки автоматически, с возможностью вносить поправки в течение технологического цикла. Для повышения безотказности в работе и наглядности, в систему управления сушильной камерой внесены следующие изменения:
- измеряется и контролируется не психрометрическая разность, а специальными датчиками - относительная влажность, при этом не требуется ванночка психрометра, трубопроводы, долив воды и автоматика поддерживающая ее уровень;
 |
|
Алюминиевая приточно-вытяжная |
- датчики для измерения температуры и относительной влажности совмещены в одном корпусе, разработаны для сушильных камер лидером в данной области, американской фирмой "Honeywell" и сертифицированы по ISO 9001, как и другие контрольно-измерительные и исполнительные приборы;
- индикация температуры и влажности выводится в виде удобного для операторов графика на жидкокристаллический графический дисплей с подсветкой;
- предусмотрено включение сигнализации в случае превышения температуры или относительной влажности в сушильной камере.
4.Отопительное оборудование для сушильных камер поставляем российского, финского, немецкого производства. Это промышленные котлы с водяным и высокотемпературным органическим теплоносителем (ВОТ), работающие на отходах деревообработки с механизированной загрузкой. С котлами, имеющими водяной теплообменник, основная масса потребителей хорошо знакома, а термомасляные котлы в сушильной технике применялись редко. Хотя имеют массу достоинств:
- небольшие габаритные размеры при большей мощности, отсутствие коррозии на внутренних поверхностях теплообменников;
- более экономичные, т.к отсутствует режим холостого хода в сушильной камере, в зимнее время их можно останавливать, без боязни, что отопительная система разморозиться;
- меньшие габаритные размеры радиаторов в сушильной камере, уменьшение сопротивления воздушному потоку, и как следствие меньший расход электроэнергии на вентиляцию.
Для автономного обеспечения электрической энергией и теплоснабжения сушильных камер, промышленных площадей деревообрабатывающих производств поставляем теплоэлектростанции, работающие с высокотемпературным органическим теплоносителем на отходах деревообработки. Мощности, производимые теплоэлектростанциями: 300,400,500,600 КВт электрической энергии, и, тепловой 1550,1800,2320,2800 КВт соответственно.
5.Биметаллические калориферы с алюминиевым оребрением изготавливаются с запасом по мощности из нержавеющих или углеродистых труб (оговаривается при заключении договора и учитывается в стоимости). В некоторых рекламных буклетах пропагандируется одно очень частое заблуждение, что у калориферов, изготовленных из нержавеющей стали, срок службы гораздо дольше, чем у изготовленных из углеродистой стали. С данным утверждением можно было согласиться, если бы речь шла о трубопроводах по которым течет холодная вода, действительно - срок их службы 6-7 лет. Но в сушильной камере даже теоретически не могут возникнуть условия, при которых на горячих трубах может выпасть конденсат. Если взять крайние условия: по техпроцессу сушки идет операция кондиционирования, т.е влажность сушильного агента при максимальной температуре стремиться к 100%. Но температура теплоносителя (воды) всегда выше температуры агента сушки (воздуха). Конденсат, согласно законов физики, обязан выпадать на всех элементах, температура которых при данной относительной влажности воздуха находится на линии насыщения I-d диаграммы, или ниже ее в "зоне тумана". Такую температуру имеют пиломатериалы, ради которых данная операция и проводится, частично бетонные полы и стены сушильной камеры.
6.Вентиляторное оборудование. Лопатки вентиляторов, алюминиевые литые или сварные из углеродистой стали. Электродвигатели, специального назначения, могут работать в тяжелых условиях - высокая температура, влага, кислотная среда. Электродвигатели российского производства, или, аналогичные по техническим характеристикам, французской фирмы Leroy Somer, австрийской ATB Antriebstechnik AG. (Комплектация поставки вентиляторов оговаривается при заключении договора.
7.Система водоподготовки (ВДУ). Предназначена для обработки подпиточной воды в водогрейных отопительных котельных. Обработка подпиточной воды (деаэрация и дозированное введение комплексона ОЭДФ) позволяет предотвратить коррозию металла и образование накипи на внутренних поверхностях котлов и трубопроводов систем теплоснабжения.
 |
|
|
|
|
|
Комплекс панельных сушильных камер из 4-х автономных камер сушки. Объем загрузки 100 куб. метров пиломатериала. Вид со стороны загрузочных ворот. |
|
. |
||

Строительство комплекса панельных сушильных камер состоящиего из 6-ти автономных камер. Общий обьем загрузки комплекса сушильных камер - 120 куб.метров древесины
|
Принципиальная схема теплогенератора |