- Металлообрабатывающее оборудование
- Автомат для изготовления гвоздей
- Вальцы
- Гильотины
- Заточные станки
- Зиговочные станки
- Кузнечно-прессовое оборудование
- Ленточнопильные станки
- Листогибы
- Профилегибочные станки
- Резьбонарезные станки
- Сверлильные станки
- Станки для изготовления плетеной сетки Рабица
- Станки для резки, гибки и правки арматуры
- Станки отрезные маятниковые
- Станки трубогибочные
- Фальцеосадочные станки
- Фальцепрокатные станки
- Электропечи для термообработки металлов
- Станки для производства водосточных систем,вентиляции
- Деревообрабатывающее оборудование
- Дробильное оборудование
- Заточные станки
- Комбинированные станки
- Кромкообрезные станки
- Круглопильные станки
- Многопильные станки
- Оцилиндровочные станки
- Пилорама ленточная
- Пилорамы дисковые горизонтальные
- Пилорамы брусовальные
- Пилорамы рамные
- Рейсмусовые станки
- Торцовочные станки
- Универсальные станки
- Фрезерные станки
- Фуговальные станки
- Строгальные четырехсторонние станки
- Чашкорезные станки
- Комплектные деревообрабатывающие линии
- Сушильные камеры
- Околостаночное оборудование
- Аспирационные установки
- Гаражное оборудование
- Строительное оборудование
- Электростанции
- Компрессорное оборудование
Акции:
Дисковые пилы с твердосплавными напайками

Вальцы трёхвалковые электромеханические МГ
- Главная
- /
- Каталог
- /
- Металлообрабатывающее оборудование
- /
- Фальцепрокатные станки
- /
- Станок фальцепрокатный МГ-0625-Ф

Станок фальцепрокатный МГ-0625-Ф
|
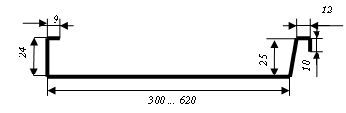
Станок фальцепрокатный СФ-01 предназначен для продольного изгибания (фальцевания) заготовок кровли из мягких сортов листовой и полосовой стали.
Станок фальцепрокатный СФ-01 состоит из следующих основных частей (рис.1):
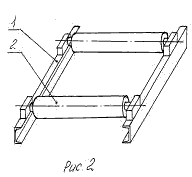
Разматывающее устройство (рис.2) состоит из:
|

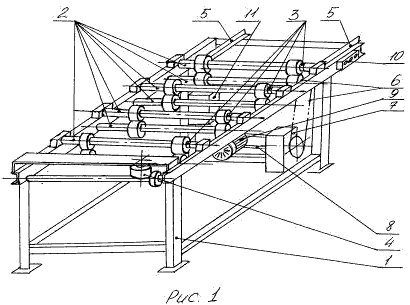
При изготовлении кровли из листа заготовку укладывают на направляющие уголки 5 и заправляют между первыми парами гибочных роликов. При изготовлении кровли из рулонного материала предварительно разрезанный вдоль на ширину до 700 мм рулон помещают на разматывающее устройство и укладывают свободный конец материала на направляющие уголки 5 и заправляют между первыми парами гибочных роликов. Кнопкой «Вперед» включают электрический привод станка. Электромагнитный пускатель встает на самоблокировку, и вращение привода продолжается после отпускания кнопки «Вперед». Заготовка проходит последовательно через гибочные ролики, приобретая форму законченного изделия. Калибровочный ролик на выходе из станка формирует размер гребня. Для того чтобы вынуть заготовку из станка (при перекосе или регулировании роликов на ширину листа) необходимо остановить станок кнопкой «Стоп» и нажать кнопку «Назад». При обратном вращении привода самоблокирования нет, поэтому при отпускании кнопки «Назад» вращение валов останавливается.
Регулировка по ширине обрабатываемого листа осуществляется вращением роликов по резьбе валов при ослабленных фиксирующих гайках. После регулировки фиксирующие гайки необходимо затянуть до упора, а направляющие уголки отрегулировать по ширине листа