- Металлообрабатывающее оборудование
- Автомат для изготовления гвоздей
- Вальцы
- Гильотины
- Заточные станки
- Зиговочные станки
- Кузнечно-прессовое оборудование
- Ленточнопильные станки
- Листогибы
- Профилегибочные станки
- Резьбонарезные станки
- Сверлильные станки
- Станки для изготовления плетеной сетки Рабица
- Станки для резки, гибки и правки арматуры
- Станки отрезные маятниковые
- Станки трубогибочные
- Фальцеосадочные станки
- Фальцепрокатные станки
- Электропечи для термообработки металлов
- Станки для производства водосточных систем,вентиляции
- Деревообрабатывающее оборудование
- Дробильное оборудование
- Заточные станки
- Комбинированные станки
- Кромкообрезные станки
- Круглопильные станки
- Многопильные станки
- Оцилиндровочные станки
- Пилорама ленточная
- Пилорамы дисковые горизонтальные
- Пилорамы брусовальные
- Пилорамы рамные
- Рейсмусовые станки
- Торцовочные станки
- Универсальные станки
- Фрезерные станки
- Фуговальные станки
- Строгальные четырехсторонние станки
- Чашкорезные станки
- Комплектные деревообрабатывающие линии
- Сушильные камеры
- Околостаночное оборудование
- Аспирационные установки
- Гаражное оборудование
- Строительное оборудование
- Электростанции
- Компрессорное оборудование
Акции:
Дисковые пилы с твердосплавными напайками

Вальцы трёхвалковые электромеханические МГ
- Главная
- /
- Каталог
- /
- Металлообрабатывающее оборудование
- /
- Листогибы
- /
- Листогибочные машины ЛГМ

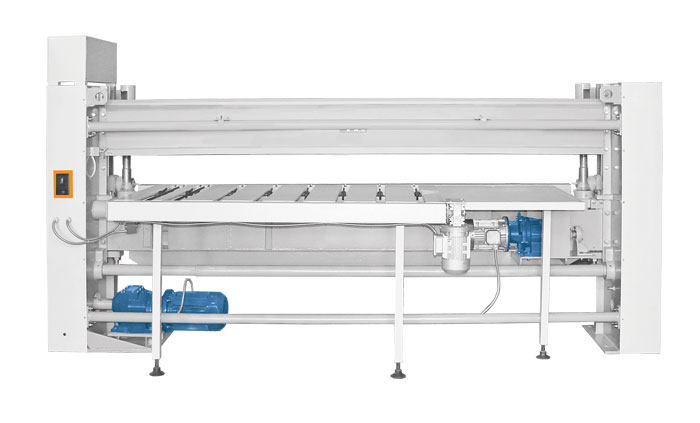
Листогибочные машины ЛГМ
|
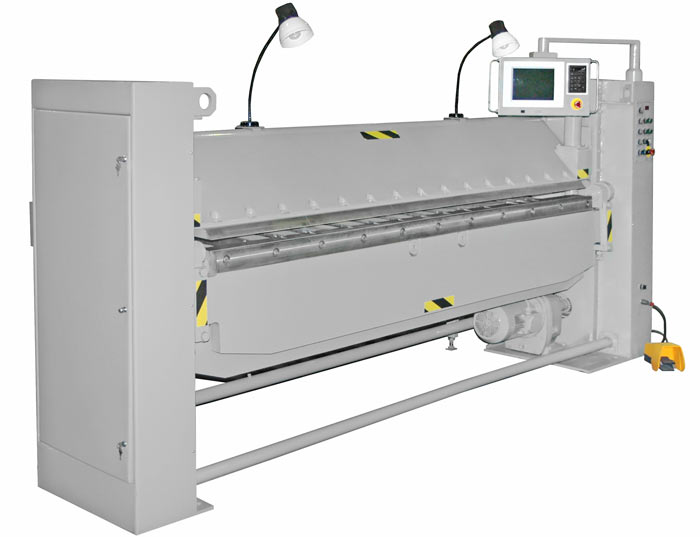
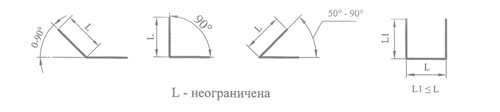
Машина листогибочная с поворотной гибочной балкой предназначена для изготовления различных деталей методом холодной гибки металла под различными углами. Производится как с ручным управлением с приборной панели, так и с системой ЧПУ и с выводом всех параметров на монитор.
|
|
Виды гибочных оправок |
|
|
|
Гибочные оправки на прижимную балку для листогибочной машины ЛГМ 1). Базовая комплектация
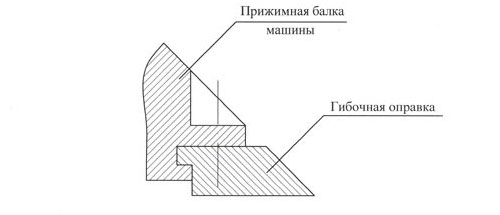
2). Сегментные оправки типа «Сапожок»
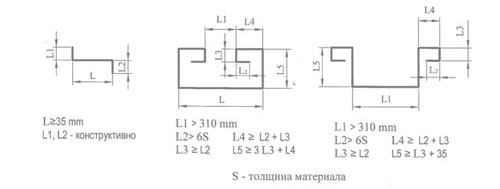
Оправки позволяют получать коробчатые профили разных размеров. Длина сегментов выбирается из рядов 50, 75, 100, 125, 175, 500. Может применяться на любой серийной листогибочной машине вместо оправок базовой комплектации. 3). По желанию заказчика машина может быть укомплектована прижимной балкой специальной формы.
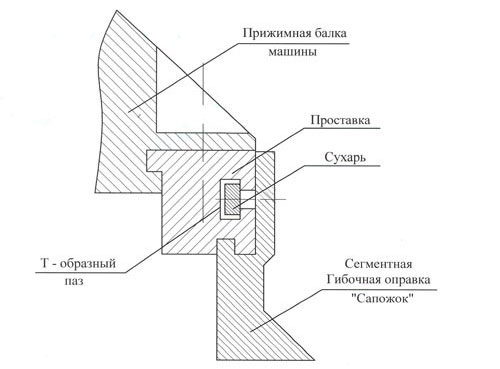
Длина сегментов выбирается из рядов 50, 75, 100, 125, 175, 500. Используется для обработки металла толщиной не более 1,5мм, в основном при изготовлении вентиляционных воздуховодов. |
|
|
|
|
|
|
|
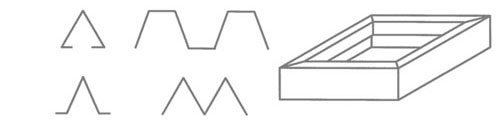
Профили получаемые с поставляемыми с листогибом оправками
Профили получаемые на листогибе с постовляемыми и специально изготовленными оправками
А также любые детали с углами гибки не более 125 градусов |
|
Электромеханический задний упор для ЛГМ |
|
|
|
Предназначен для организации мерной гибки деталей. Управляется с пульта расположенного рядом с панелью управления листогибочной машины, либо параметры задаются с помощью программы на мониторе (для моделей с ЧПУ).Задание параметров - в цифровом виде.
|
||||||||||||||||||||||||||||||||||||||||||||||||

|
CИСТЕМА ЧПУ (описание работы)
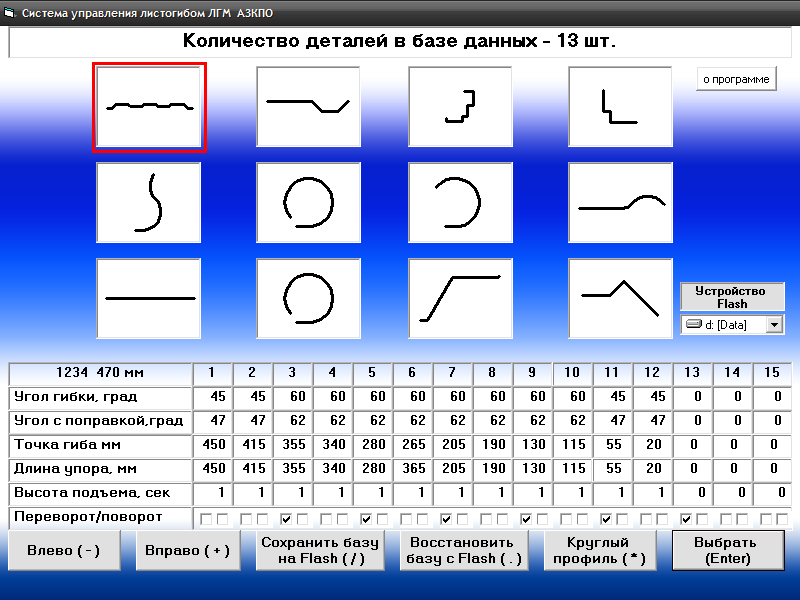
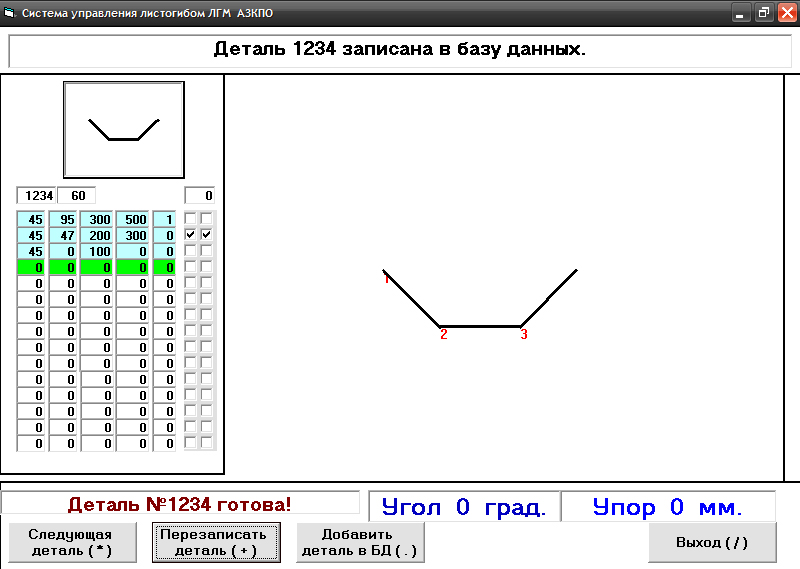
Современные технологии позволяют сделать процесс гибки удобным и простым. Числовое программное обеспечение (ЧПУ) - это мозг машины. ЧПУ позволяет станку для гибки повысить функциональность. Машина не только качественно осуществляет процесс гибки, но и легко перенастраивается на следующий тип производимых деталей. Кроме того, стадии производства отображаются на мониторе. База данных машины содержит около 13 видов профилей гибки металла. Если же, рисунка и параметров необходимого профиля в базе нет - его можно легко создать, а также передать на машину с помощью Flash-устройства. Основные данные, которые необходимы для создания нового профиля - это длина исходного листа, углы и координаты точек гибки. Для каждой координаты необходимо указать, следует ли изменять положение исходного листа. На рис.1 хорошо отображен процесс выбора детали из имеющихся в базе данных станка.
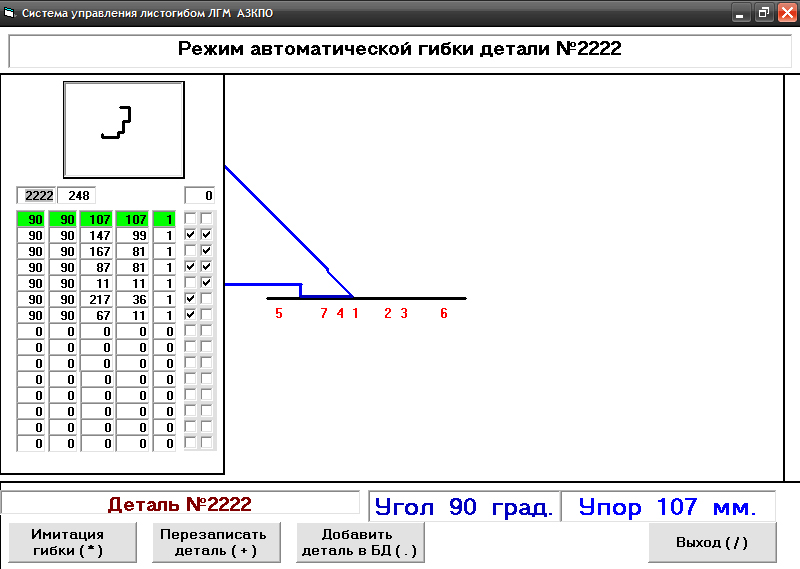
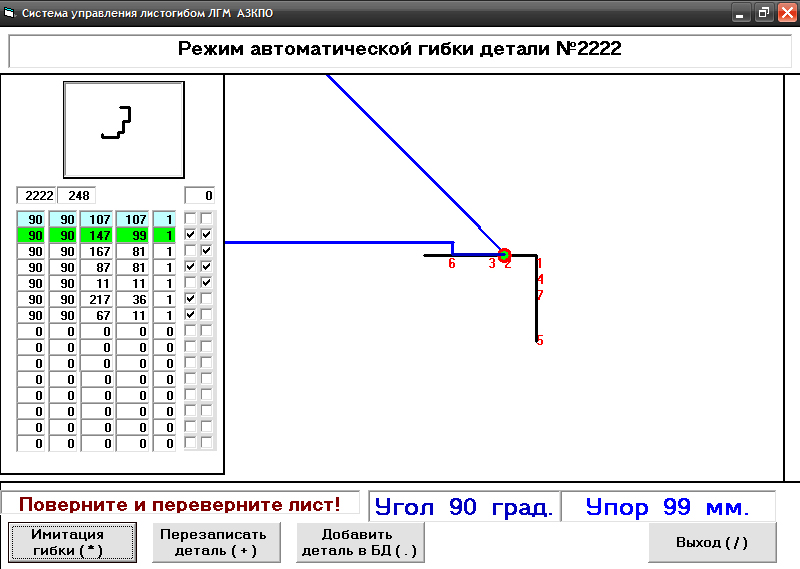
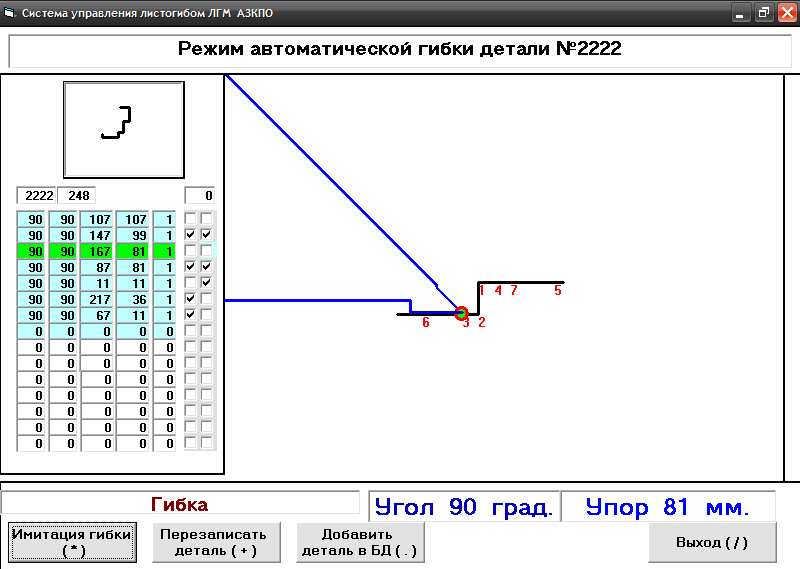
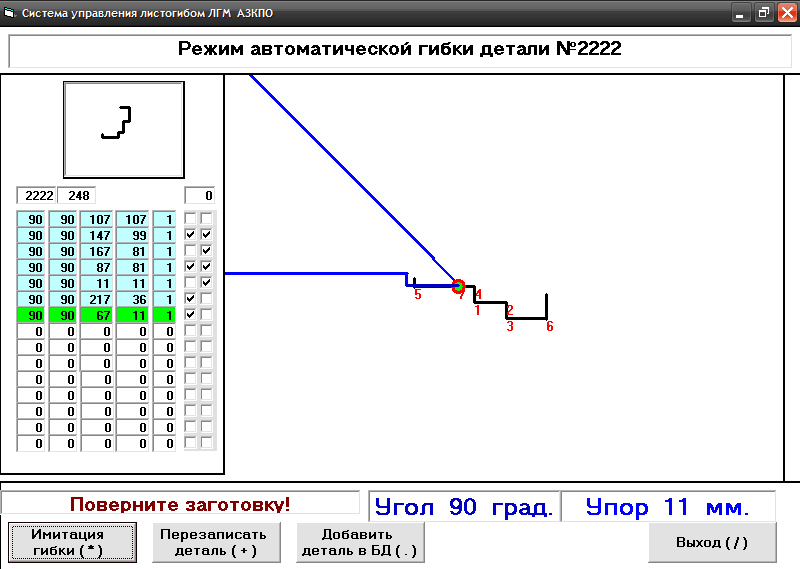
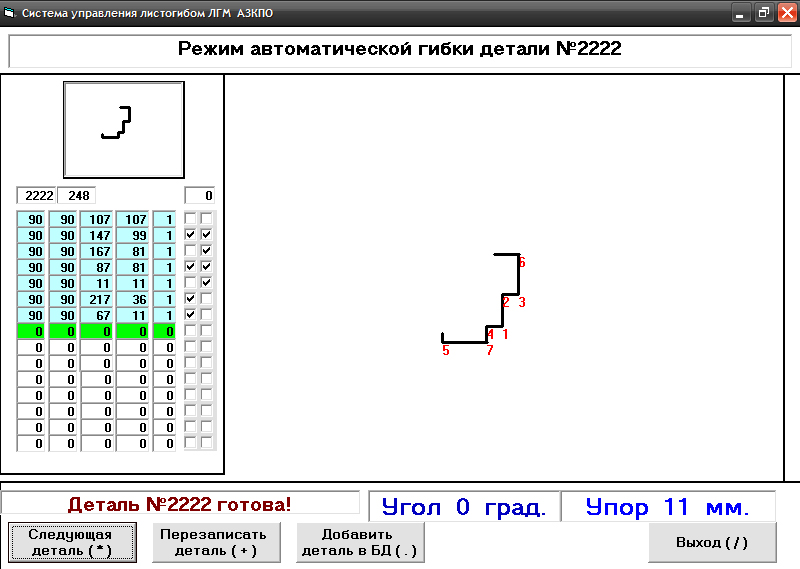
рис. 1 Первоначальный процесс – выбор профиля детали – закончен. Станок переходит в режим производства требуемой детали. Последовательность точек воздействия на металл отображается 15-ю точками, непосредственно на детали. В ходе гибки каждый, производимый в этот момент шаг, указывается точкой на заготовке. Также, текущий процесс отмечается в таблице, где находятся - угол гибки и координаты точки. Такие сообщения, как: «Переверните заготовку», «Гибка», «Работает упор», «Поверните заготовку» и «Деталь готова» - в процессе гибки сообщают о каком либо действии или необходимости его. На дисплее находится подробная информация о ходе процесса гибки металла в данный момент производства. Гибка металла пошагово отображена ниже на рис. 2 - 6.
рис. 2
рис. 3
рис. 4
рис. 5
рис. 6
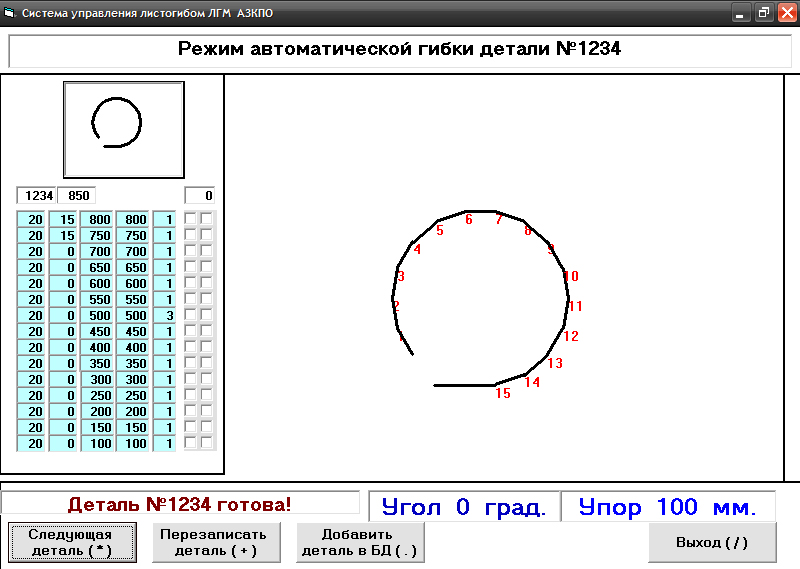
Система управления листогибочной машины позволяет сделать имитацию процесса гибки металла. Это делается с целью точной настройки технологии производства конкретной детали. Такой способ помогает избежать возможных ошибок и отладить процесс работы листогиба для конкретной заготовки. Благодаря современному электромеханическому упору и другим дополнениям, присущим современному оборудованию, которым является листогибочная машина, возможен процесс производства различного (овального и круглого) сечения.
рис. 7
рис. 8 |
Системы ЧПУ с дисплеем