- Металлообрабатывающее оборудование
- Автомат для изготовления гвоздей
- Вальцы
- Гильотины
- Заточные станки
- Зиговочные станки
- Кузнечно-прессовое оборудование
- Ленточнопильные станки
- Листогибы
- Профилегибочные станки
- Резьбонарезные станки
- Сверлильные станки
- Станки для изготовления плетеной сетки Рабица
- Станки для резки, гибки и правки арматуры
- Станки отрезные маятниковые
- Станки трубогибочные
- Фальцеосадочные станки
- Фальцепрокатные станки
- Электропечи для термообработки металлов
- Станки для производства водосточных систем,вентиляции
- Деревообрабатывающее оборудование
- Дробильное оборудование
- Заточные станки
- Комбинированные станки
- Кромкообрезные станки
- Круглопильные станки
- Многопильные станки
- Оцилиндровочные станки
- Пилорама ленточная
- Пилорамы дисковые горизонтальные
- Пилорамы брусовальные
- Пилорамы рамные
- Рейсмусовые станки
- Торцовочные станки
- Универсальные станки
- Фрезерные станки
- Фуговальные станки
- Строгальные четырехсторонние станки
- Чашкорезные станки
- Комплектные деревообрабатывающие линии
- Сушильные камеры
- Околостаночное оборудование
- Аспирационные установки
- Гаражное оборудование
- Строительное оборудование
- Электростанции
- Компрессорное оборудование
Акции:
Дисковые пилы с твердосплавными напайками

Вальцы трёхвалковые электромеханические МГ
- Главная
- /
- Каталог
- /
- Металлообрабатывающее оборудование
- /
- Профилегибочные станки
- /
- Станок профилегибочный МГ-0080-П-М.

Станок профилегибочный МГ-0080-П-М.
Станок профилегибочный предназначен для гибки стальной круглой, прямоугольной и квадратной профильной трубы, полосы, швеллера из стали обыкновенного качества ГОСТ 380-94. Cтанок профилегибочный предназначен для эксплуатации в условиях умеренного климата, категория размещения 3 по ГОСТ15150-69
Технические характеристики станка профилегибочного
|
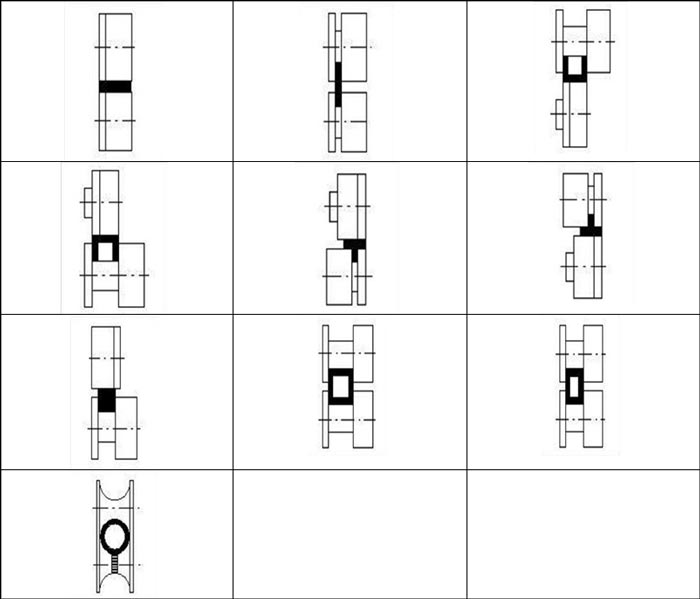
Вид профиля |
Макс. сечение профиля, мм. |
Мин. диаметр, мм |
Комплектация |
|
|
40х10 |
1200 |
+ |
|
|
30х30 |
800 |
+ |
|
|
50х30х7 |
500 |
+ |
|
|
50х30х7 |
500 |
+ |
|
|
50х50х5 |
650 |
+ |
|
|
50х50х5 |
650 |
+ |
|
|
40х40х3 |
800 |
0 |
|
|
60х30х2 |
1200 |
0 |
|
|
25х2 |
600 |
0 |
|
|
45х45х4 |
800 |
0 |










+ стандартные ролики; 0 специальные ролики; Х могут понадобиться проставки
Мощность двигателя, кВт - 1,5
Диаметр валов, мм - 46
Диаметр роликов, мм - 155
Габариты профилегиба (Д*Ш*В), мм - 950*700*1400
Масса (не более), кг - 210
Устройство и принцип работы.
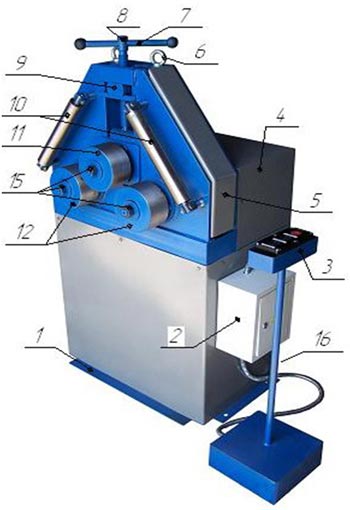
Cтанок профилегибочный состоит из следующих основных частей.
|
1. Рама |
9. Гайка. |
|
2. Электрошкаф. |
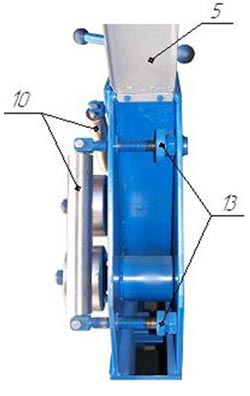
10. Направляющие валы. |
|
3. Пульт управления. |
11. Прижимной ролик. |
|
4. Защитный кожух. |
12. Опорные ролики. |
|
5. Кожух регулирующих гаек направляющих валов. |
13. Регулирующие гайки. |
|
6. Рым-болты. |
14. Заготовка. |
|
7. Рукоятка прижимного ролика. |
15. Гайка крепления роликов |
|
8. Винт. |
16. Болт заземления |
Установка станка профилегибочного
Оборудование поставляется полностью готовым к работе.
Профилегиб должен быть жёстко установлен и закреплён через специальные отверстия в раме четырьмя анкерными болтами (болты в комплект не входят).
- Перед началом работы убедиться, что профилегиб заземлён.
- Проверить внешним осмотром целостность механических и электрических соединений.
Первоначальный пуск.
Очистить ролики от консервирующей смазки (сухой тканью-ветошью).
Убедиться в соответствии напряжения питающей сети параметрам профилегиба.
После чего приступить к обкатке профилегиба на холостом ходу в течение 30 мин
В случае возникновения отклонений от нормального режима работы немедленно остановить профилегиб и устранить неисправность.
Обрабатываемый материал:
- заготовка должна быть очищена от масла и сухой;
- твёрдость материала должна быть одинаковой по всей длине заготовки;
- сгибаемые части заготовки должны быть гладкими.
Принцип работы.
После выполнения требований вышеперечисленных пунктов необходимо настроить ролики для обработки изгибаемой детали – смотрите схему настройки роликов.
- Открутить ключом гайки 15 крепления прижимного ролика 11 и опорных роликов 12
- Установить ролики на валы со шпонкой и закрепить с помощью гаек.
- Далее с помощью рукоятки 7 поднять прижимной ролик 11 в верхнее положение. Изгибаемую деталь расположить между опорными 12 и прижимным 11 роликами. С помощью вращения рукоятки прижимного ролика 7 плавно опускать прижимной ролик 11 (1/2 оборота) на величину, необходимую для формирования требуемого радиуса изгиба. Изгиб на предельном радиусе за одну операцию невозможен, по этому требуется повторение операции сгиба, прежде чем вы достигните определённого радиуса.
Рекомендуется, чтобы оператор имел базовое представление о процессе сгиба и разбирался в материалах.
В случае необходимости возможен выезд специалиста, но в этом случае необходимо оплатить проезд и работу специалиста.
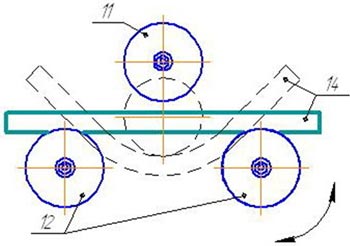
Схема настройки роликов.
Предполагается, что заготовка будет «колебаться» в роликах, для предотвращения этого настройте направляющие валы 10 при помощи регулирующих гаек 13. Изгиб заготовки осуществляется вращением электромеханического привода (связанного с опорными роликами через шестерни), при помощи нажатия реверсивных кнопок на пульте управления 3. Смена возвратно-поступательного движения роликов осуществляется через кнопку СТОП. Для извлечения заготовки 14 возвращаем прижимной ролик 11 в верхнее положение с помощью вращения рукоятки 7, и извлекаем заготовку.