- Металлообрабатывающее оборудование
- Автомат для изготовления гвоздей
- Вальцы
- Гильотины
- Заточные станки
- Зиговочные станки
- Кузнечно-прессовое оборудование
- Ленточнопильные станки
- Листогибы
- Профилегибочные станки
- Резьбонарезные станки
- Сверлильные станки
- Станки для изготовления плетеной сетки Рабица
- Станки для резки, гибки и правки арматуры
- Станки отрезные маятниковые
- Станки трубогибочные
- Фальцеосадочные станки
- Фальцепрокатные станки
- Электропечи для термообработки металлов
- Станки для производства водосточных систем,вентиляции
- Деревообрабатывающее оборудование
- Дробильное оборудование
- Заточные станки
- Комбинированные станки
- Кромкообрезные станки
- Круглопильные станки
- Многопильные станки
- Оцилиндровочные станки
- Пилорама ленточная
- Пилорамы дисковые горизонтальные
- Пилорамы брусовальные
- Пилорамы рамные
- Рейсмусовые станки
- Торцовочные станки
- Универсальные станки
- Фрезерные станки
- Фуговальные станки
- Строгальные четырехсторонние станки
- Чашкорезные станки
- Комплектные деревообрабатывающие линии
- Сушильные камеры
- Околостаночное оборудование
- Аспирационные установки
- Гаражное оборудование
- Строительное оборудование
- Электростанции
- Компрессорное оборудование
Акции:
Дисковые пилы с твердосплавными напайками

Вальцы трёхвалковые электромеханические МГ
- Главная
- /
- Каталог
- /
- Металлообрабатывающее оборудование
- /
- Станки отрезные маятниковые
- /
- Станок абразивно-отрезной маятниковый моделей СОМ–400Б,В,Г,Е.

Станок абразивно-отрезной маятниковый моделей СОМ–400Б,В,Г,Е.
Станок абразивно-отрезной маятниковый моделей СОМ – 400Б, В, Г, Е предназначен для резки труб, арматуры, металлопроката и материалов аналогичных физических свойств, с помощью абразивных армированных кругов, изготовленных по ГОСТ 21963-82, в условиях монтажных площадок и производственных баз.
 |
 |
 |
|
Станок абразивно-отрезной маятниковый |
Станок абразивно-отрезной маятниковый |
Станок абразивно-отрезной маятниковый |
Технические характеристики
|
|
СОМ-400Б |
СОМ-400В |
СОМ-400Г |
СОМ-400Е |
|
Размер разрезаемого материала, мм |
ф 60 |
ф 40 |
ф 40 |
ф 60 |
|
Отрезной круг, мм |
400х32 |
300-400х32 |
300-400х32 |
400х32 |
|
Частота вращения шпинделя, об/мин |
3500 |
3500 |
3500 |
3500 |
|
Электродвигатель: |
4,0 |
2,2 |
2,2 |
5,5 |
|
Угол поворота трубоприжима, град |
0-45 |
0-45 |
0-45 |
0-45 |
|
Масса, не более кг |
113 |
65 |
65 |
120 |
|
|
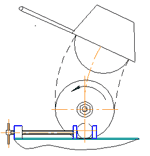
Станок абразивно-отрезной маятниковый моделей СОМ – 400Б, В, Г, Е, устройство и принцип работы
Описание станка.

Станок абразивно-отрезной маятниковый СОМ-400 состоит из рамы 1 и стола 13, закрепленного на нём, на оси 4 маятникового узла 2 и установленного на столе трубоприжима 3.На маятниковом узле смонтирован двигатель 5, пускатель 6 , кожух отрезного круга 7, кожух ремня 8. На раме имеется болт заземления 10. Станок абразивно-отрезной имеет откидной регулируемый упор 14,для более точной резки заготовок по длине. Для строповки пилы на станине имеются четыре скобы 12,расположенных – две спереди и две сзади.
Установка станка.
Станок абразивно-отрезной маятниковый должен быть жёстко установлен на фундамент и закреплён через специальные отверстия в раме четырьмя анкерными болтами. Глубина закладки фундамента должна быть не менее 150мм. Горизонтальная выверка станка отрезного при его установке производиться по уровню, установленному на базовой поверхности станины (точность установки 2мм на 1000 мм длины).
Перед началом работы убедиться, что станок абразивно-отрезной заземлён. Проверить наличие и
исправность средств защиты, кожухов 7 и 8.
Проверить механическую часть:
- надёжность крепежа, отсутствие люфтов;
- правильность настроек;
-надёжность крепления режущего инструмента, отсутствие дефектов;
-натяжку ремня (предварительное натяжение ремня контролировать по провисанию верхней ветви, равному 8 мм под действием силы 1кг, приложенной к середине пролета верхней ветви ремня).
Первоначальный пуск.
Внешним осмотром убедиться в целостности всех электрических соединений. Убедиться в соответствии напряжения питающей сети параметрам станка. Установить отрезной круг 11, предварительно сняв защитный кожух 7,затем установив его на место. Кратковременно включить станок. Убедиться, что отрезной круг вращается в соответствии с направлением стрелки на кожухе 7. После чего приступить к обкатке станка на холостом ходу в течение 30 минут. В случае возникновения отклонений от нормального режима работы
немедленно остановить станок и устранить неисправность. При проверке работы всех механизмов на холостом ходу необходимо находиться в стороне от опасной зоны разлетания осколков круга при возможном его разрыве.
Схема реза.
Закрепить заготовку в трубоприжиме3. Ось центра абразивного круга по вертикали должна совпадать с осью обрабатываемой детали. Резка материала осуществляется приложением усилия к рукоятке 9 маятникового узла после нажатия кнопки «ПУСК» на пускателе 6.