- Металлообрабатывающее оборудование
- Автомат для изготовления гвоздей
- Вальцы
- Гильотины
- Заточные станки
- Зиговочные станки
- Кузнечно-прессовое оборудование
- Ленточнопильные станки
- Листогибы
- Профилегибочные станки
- Резьбонарезные станки
- Сверлильные станки
- Станки для изготовления плетеной сетки Рабица
- Станки для резки, гибки и правки арматуры
- Станки отрезные маятниковые
- Станки трубогибочные
- Фальцеосадочные станки
- Фальцепрокатные станки
- Электропечи для термообработки металлов
- Станки для производства водосточных систем,вентиляции
- Деревообрабатывающее оборудование
- Дробильное оборудование
- Заточные станки
- Комбинированные станки
- Кромкообрезные станки
- Круглопильные станки
- Многопильные станки
- Оцилиндровочные станки
- Пилорама ленточная
- Пилорамы дисковые горизонтальные
- Пилорамы брусовальные
- Пилорамы рамные
- Рейсмусовые станки
- Торцовочные станки
- Универсальные станки
- Фрезерные станки
- Фуговальные станки
- Строгальные четырехсторонние станки
- Чашкорезные станки
- Комплектные деревообрабатывающие линии
- Сушильные камеры
- Околостаночное оборудование
- Аспирационные установки
- Гаражное оборудование
- Строительное оборудование
- Электростанции
- Компрессорное оборудование
Акции:
Дисковые пилы с твердосплавными напайками

Вальцы трёхвалковые электромеханические МГ
- Главная
- /
- Каталог
- /
- Металлообрабатывающее оборудование
- /
- Вальцы
- /
- Вальцы электромеханические МГ

Вальцы электромеханические МГ
Вальцы трехвалковые электромеханические со съёмным верхним валом и ручным прижимом МГ-ХХХХ-В и МГ-ХХХХ-В-У предназначены для вальцевания цилиндрических заготовок из мягких сортов листовой стали (оцинковки) обыкновенного качества ГОСТ 380-94. Исполнение для умеренного климата категория размещения 3 по ГОСТ 15150-69.


Вальцы электромеханические МГ-1250-В-У, МГ-1500-В-У, МГ-2000-В-У


Вальцы электромеханические МГ-1000-В, МГ-1250-В, МГ-1500-В, МГ-2000-В
Количество валов - 3 шт.
Мощность привода - 1,1 кВт
Рабочая скорость - 6,0 м/мин
|
Марка |
Диаметр верхнего вала, мм |
Наибольшая длина вальцевания, мм |
Максимальная толщина листа (при вальцевании на максимальную длину), мм |
Габариты |
||
|
длина |
ширина |
высота |
||||
|
МГ-1000-В |
70 |
1 000 |
2,0 |
1 450 |
600 |
1 000 |
|
МГ-1250-В |
70 |
1 250 |
1,75 |
1 670 |
||
|
МГ-1250-В-У |
105 |
1 250 |
2,25 |
|||
|
МГ-1500-В |
70 |
1 500 |
1,5 |
1 920 |
||
|
МГ-1500-В-У |
105 |
1 500 |
2,0 |
|||
|
МГ-2000-В |
70 |
2 000 |
0,8 |
2 420 |
||
|
МГ-2000-В-У |
105 |
2 000 |
1,5 |
2 600 |
||
Вальцы трёхвалковые электромеханические состоят из следующих основных частей:
- основание - рама;
- щечки;
- прижимная балка;
- прижимной вал;
- опорные валы;
- стяжные шпильки;
- прижимной винт;
- фиксирующие гайки.
- выносной пульт;
- электрошкаф;
- кожух электропривода;
- болт заземления;
- заготовка.
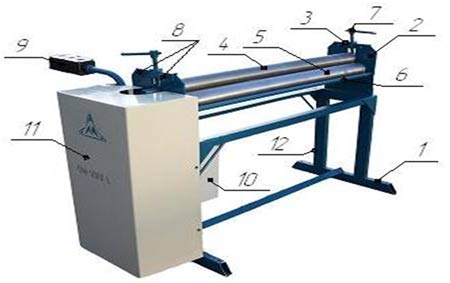
Рисунок 1.
2. Принцип работы.
С помощью прижимных винтов 7 поднять вверх прижимной вал 4. Вальцуемый лист 13 расположить между опорными 5 и прижимным 4 валами «рис.2» (заготовка должна располагаться параллельно валам). Далее одновременным (равномерным) вращением прижимных винтов 7 опускаем постепенно (1/2 оборота) прижимной вал 4 на величину, необходимую для формирования требуемого радиуса вальцевания. Вальцевание листа осуществляется вращением электромеханического привода (связанного с опорными валами через шестерни), при помощи нажатия реверсивных кнопок на выносном пульте 9. Смена возвратно-поступательного движения валов осуществляется через кнопку СТОП. Для извлечения заготовки 13 возвращаем прижимной вал 4 в верхнее положение с помощью вращения прижимных винтов 7. При необходимости снятия прижимного вала ослабить фиксирующую гайку, отвести прижимную балку на 180° и вывести из зацепления винт 7 подъёмного устройства.
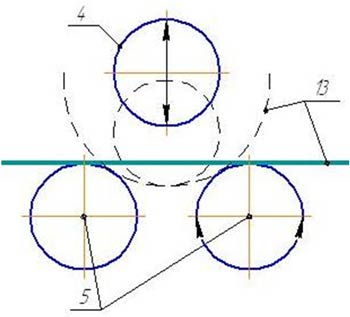
Рисунок 2.